
Produits









Rivets demi-tubulaires à tête ronde
En tant que fabricant chinois, Nuote Metals produit des rivets demi-tubulaires à tête ronde personnalisés. La tête en forme de dôme lisse offre une finition soignée, tandis que le corps semi-tubulaire s'évase facilement pour un maintien sûr dans les réparations de cuir, de bagages et de voiture. Gagnez du temps d’assemblage et éliminez les joints desserrés. Faites confiance à notre usine pour des rivets durables et fabriqués avec précision qui résolvent vos problèmes de fixation.
envoyer une demande
Description du produit
Parmi les nombreux styles de têtes de rivet disponibles, la tête ronde reste la plus reconnaissable et la plus robuste mécaniquement.Rivets demi-tubulaires à tête rondecombinez le profil en forme de dôme traditionnel, éprouvé au fil des siècles d'assemblage mécanique, avec l'efficacité moderne d'une conception à extrémité creuse. Cet hybride offre la résistance au cisaillement d'un rivet solide tout en nécessitant beaucoup moins de force de pose.
Métaux Nuotefabriquerivetsen acier à faible teneur en carbone, en laiton, en acier inoxydable et en aluminium. Nos composants sont destinés aux industries où un dôme visible et uniforme est à la fois fonctionnel et esthétique, notamment les équipements lourds, les intérieurs automobiles, les bagages et la maroquinerie.

Que sont les rivets demi-tubulaires à tête ronde ?
Rivets demi-tubulaires à tête rondecomportent une tête hémisphérique solide à une extrémité et une cavité cylindrique peu profonde (la section « demi-tubulaire ») à l’extrémité opposée. Le diamètre de la tête est généralement de 1,6 à 2,0 fois le diamètre de la tige, avec une hauteur d'environ 40 à 50 % du diamètre de la tête.
Lors de l'installation, la queue creuse se dilate vers l'extérieur sous pression, formant un corps à corps qui verrouille les matériaux ensemble. La tête ronde reste visible du côté extérieur, offrant un aspect décoratif cohérent.
Caractéristiques deil:
Profil bombé classique – Courbure lisse et uniforme, sans arêtes vives
Force de pose réduite – Environ 25 à 30 % de la force nécessaire pour un rivet à tête ronde solide
Expansion contrôlée – La section creuse roule de manière prévisible, réduisant ainsi la contrainte du matériau
Large compatibilité avec les matériaux – Convient au métal, au plastique, au cuir et aux composites
Métaux Nuoteproduit des rivets demi-tubulaires à tête ronde dans des diamètres de 2 mm à 10 mm, avec des géométries de tête personnalisées disponibles pour l'esthétique spécifique à la marque.
Différents types de rivets que nous fabriquons
Nous fabriquons différents types de rivets, tels que des rivets pleins, des rivets semi-tubulaires, des rivets entièrement tubulaires et des rivets spéciaux personnalisés.
1. Rivets solides, y compris des rivets solides à tête ronde, des rivets solides à tête plate et des rivets solides à tête fraisée dans différents matériaux.



2. Rivets semi-tubulaires, y compris les rivets semi-tubulaires à tête ronde, les rivets semi-tubulaires à tête plate et les rivets semi-tubulaires à tête fraisée dans différents matériaux.



3. Rivets entièrement tubulaires en laiton, cuivre, acier inoxydable, aluminium et acier.

4. Rivets spéciaux

Pourquoi choisir des rivets demi-tubulaires à tête ronde plutôt que d'autres styles de tête ?
Comparaison des styles de tête
| Style de tête | Hauteur de la tête | Zone d'appui | Profil visible | Meilleure application |
|---|---|---|---|---|
| Tête ronde | Grand (0,4 à 0,5 x diamètre de la tête) | Modéré | Dôme très visible | Meubles, bagages, machinerie lourde, assemblages traditionnels |
| Tête de champignon | Faible (0,2 à 0,3 x diamètre de la tête) | Grand | Dôme large et peu profond | Matières souples, cuir, tissu |
| Tête plate (fraisée) | Affleurant (0 mm au-dessus de la surface) | Modéré | Presque invisible | Aéronautique, électronique, surfaces lisses |
| Tête ovale | Moyen (0,3 à 0,4 x diamètre de la tête) | Modéré | Lisse, légèrement surélevé | Industriel général, où l’apparence compte |
Avantages de la conception à tête ronde
- Résistance maximale de la tête – Le dôme épais résiste à la déformation sous l’impact
- Auto-centrage – La forme ronde permet d'aligner le rivet lors de l'insertion
- Esthétique traditionnelle – recherchée pour les bagages, la sellerie et les meubles de style vintage
- Facile à régler manuellement – La tête ronde fournit une cible claire pour le réglage du marteau
- Compatible avec les poseurs standards – La plupart des poseurs de rivets comprennent des enclumes à tête ronde
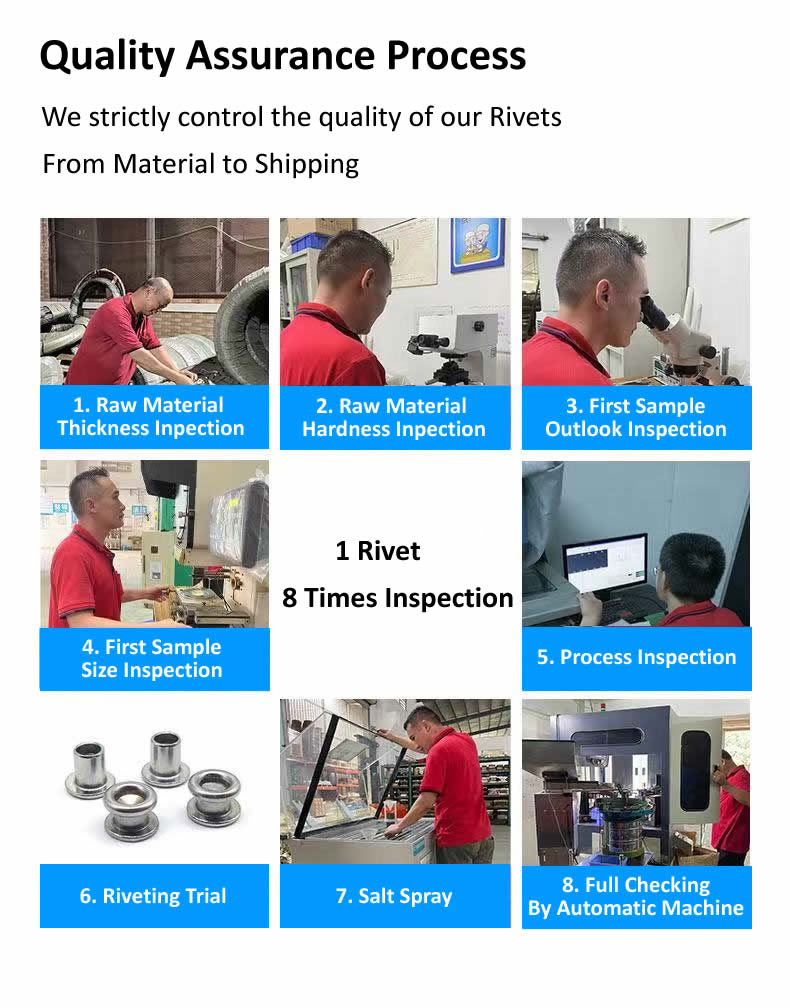
Comment nous contrôlons la qualité des rivets dans chaque lot
Paramètres détaillés du produil
Tousrivetsdemi-tubulaires à tête rondedepuisMétaux Nuotesont fabriqués pour répondre aux normes dimensionnelles ANSI/ASME B18.1.2 pour les rivets à tête ronde, avec une profondeur de cavité demi-tubulaire égale à 40 à 60 % de la longueur totale du canon.
Spécifications matérielles
| Paramètre | Acier à faible teneur en carbone | Laiton (C260) | Acier inoxydable (304) | Aluminium (5056) |
|---|---|---|---|---|
| Résistance à la traction (MPa) | 400 – 500 | 315 – 390 | 515 – 620 | 280 – 350 |
| Dureté (tel que fabriqué) | HRB 70-85 | HRB 60-75 | HRB 70-85 | HRB 45-60 |
| Résistance à la corrosion (brouillard salin) | 48 à 120 heures (zingué) | 48 à 72 heures (non couché) | 200+ heures (passivé) | 100+ heures (anodisé) |
| Magnétique? | Oui | Non | Légèrement (si travaillé à froid) | Non |
| Finitions typiques | Zingué, oxyde noir, phosphate | Laqué naturel, antique, nickel | Passivé, microbillé | Anodisé clair, anodisé couleur |
Dimensions standard – Rivets demi-tubulaires à tête ronde en acier
Métaux Nuotemaintient l'outillage pour les tailles standard suivantes. Des diamètres de tête, des longueurs de canon et des profondeurs de cavité personnalisés sont disponibles pour les commandes en volume.
| Diamètre de la tige (mm) | Diamètre de la tête (mm) | Hauteur de la tête (mm) | Plage de longueur du canon (mm) | Profondeur de cavité (mm) | Plage de préhension recommandée (mm) |
|---|---|---|---|---|---|
| 2.0 | 3,2 – 3,6 | 1,2 – 1,4 | 3,0 – 8,0 | 1,5 – 4,0 | 1,0 – 2,5 |
| 2.5 | 4,0 – 4,5 | 1,5 – 1,7 | 4,0 – 10,0 | 2,0 – 5,0 | 1,5 – 3,0 |
| 3.0 | 4,8 – 5,4 | 1,8 – 2,1 | 5,0 – 12,0 | 2,5 – 6,0 | 2,0 – 4,0 |
| 4.0 | 6.4 – 7.2 | 2,4 – 2,8 | 6,0 – 16,0 | 3,0 – 8,0 | 2,5 – 5,5 |
| 5.0 | 8,0 – 9,0 | 3,0 – 3,5 | 8,0 – 20,0 | 4,0 – 10,0 | 3,0 – 7,0 |
| 6.0 | 9,6 – 10,8 | 3,6 – 4,2 | 10,0 – 25,0 | 5,0 – 12,5 | 4,0 – 9,0 |
| 8.0 | 12,8 – 14,4 | 4,8 – 5,6 | 12,0 – 32,0 | 6,0 – 16,0 | 5,0 – 12,0 |
| 10.0 | 16,0 – 18,0 | 6,0 – 7,0 | 15,0 – 40,0 | 8,0 – 20,0 | 6,0 – 15,0 |
Tolérances : diamètre de la tige ±0,05 mm, diamètre de la tête ±0,15 mm, hauteur de la tête ±0,10 mm, longueur totale ±0,15 mm. La profondeur de la cavité est d'environ 50 % de la longueur du canon pour le standardrivetsdemi-tubulaires.
Données de performances mécaniques (acier, diamètre 4 mm)
| Paramètre | Valeur |
|---|---|
| Résistance au cisaillement simple | 6 500 – 7 500 N (environ 660 – 765 kgf) |
| Extraction par traction (plaque d'acier de 2 mm) | 2 800 – 3 500 N (environ 285 – 357 kgf) |
| Diamètre de trou recommandé | Diamètre de tige + 0,15 à 0,25 mm |
| Force de réglage (presse hydraulique) | 1,5 à 3,0 tonnes (selon la pile de matériaux) |
| Force de réglage par rapport au rivet plein | Env. 28% |
Applications des rivets demi-tubulaires à tête ronde
Métaux Nuotefournituresrivetsdemi-tubulaires à tête rondedans les industries où une apparence de dôme traditionnelle est souhaitée ou où une résistance maximale de la tête est requise.
Bagages et valises
- Attaches pour poignées de valise
- Rivetage d'équerres
- Remplacements des axes de charnière
- Points de montage de verrouillage et de verrouillage
- Fixation du support de roue du chariot
La tête ronde donne une apparence classique et haut de gamme aux bagages en cuir et en polycarbonate.
Meubles et tissus d'ameublement
- Renfort de structure de chaise en bois (métal sur bois)
- Attaches boutons pour pouf en cuir
- Fixation par pince à ressort sur les canapés
- Assemblage de charpente métallique pour meuble pliant
- Garniture de rivets décoratifs sur les têtes de lil

Machinerie et équipement lourds
- Fixation de la plaque signalétique du panneau de commande
- Fixation de garde et de bouclier
- Rivetage de plaque d'usure sur godets de pelle
- Montage de la lame de racleur de bande transporteuse
- Plaques de marquage pour matériel agricole
Véhicules automobiles et commerciaux
- Montage de la poignée de maintien intérieure (tête ronde visible)
- Fixations d'œillets pour tapis de sol
- Fixations de garniture de tableau de bord (où les vis ne sont pas souhaitables)
- Étiquettes d'identification du compartiment moteur
- Fixations de rails pour sièges d'autobus et de remorques
Maroquinerie et Sellerie
- Renforts de trou de ceinture (tête ronde décorative)
- Clous et rivets pour collier de chien
- Connexions de sangle et de sangle de selle
- Protecteurs d'angles de sac en cuir
- Matériel de harnais
Assurance qualité pour les rivets demi-tubulaires à tête ronde – EEAT en pratique
Métaux Nuotefait preuve d'expérience, d'expertise, d'autorité et de confiance grâce à des protocoles de qualité rigoureux spécifiques aux géométries à tête ronde.
Expérience en formation de chef
La production de têtes rondes cohérentes nécessite un outillage précis de frappe à froid. Nos ingénieurs en outillage ont plus de 10 ans d’expérience dans le domaine des rivets demi-tubulaires à tête ronde. Nous utilisons des matrices en carbure avec des cavités polies pour obtenir un dôme lisse et sans imperfections sur chaque rivet.
Expertise en concentricité
Pour les rivets demi-tubulaires à tête ronde, la concentricité tête-tige est essentielle. Une tête non concentrique apparaîtra de travers et risque de ne pas s’asseoir correctement. Nuote Metals maintient la concentricité à 0,10 mm TIR (lecture totale de l'indicateur) pour les diamètres allant jusqu'à 6 mm et à 0,15 mm TIR pour les plus grandes tailles. Nous vérifions chaque lot à l'aide d'un comparateur optique.

Autorité à travers les normes
Nos rivets demi-tubulaires à tête ronde sont conformes à :
ANSI/ASME B18.1.2 – Petits rivets pleins (dimensions à tête ronde)
ISO 1051 – Rivets à usage général
ISO 9001 : 2015 – Gestion de la qualité
RoHS & REACH – Pour les versions plaquées et enduites
Faites confiance grâce aux tests
Chaque lot derivetsdemi-tubulaires à tête rondedepuisMétaux Nuotesubit :
Contrôle dimensionnel – Diamètre de la tête, hauteur de la tête, diamètre de la tige, profondeur de la cavité
Tests de dureté – échelle Rockwell par matériau
Contrôle de concentricité – Comparateur optique
Test de réglage – Échantillons de rivets placés dans une pile de matériaux représentative pour vérifier la formation du clinchage
Guide d'installation pour les rivets demi-tubulaires à tête ronde
Un réglage approprié garantit que la tête ronde reste intacte tandis que la queue forme un corps à corps sécurisé.
Outils requis
Perforatrice ou perceuse – Taille = diamètre de la tige + 0,15–0,25 mm
Enclume à tête ronde – Correspond à la courbure de la tête du rivet (protège la tête lors de la pose)
Poinçon de réglage – Plat ou légèrement concave, dimensionné au diamètre de la tige
Presse à marteau ou à tonnelle
Paramétrage étape par étape (manuel)
Préparez les trous – Percez ou percez toutes les couches de matériau. Enlevez les bavures.
Insérer le rivet – Placez le rivet demi-tubulaire à tête ronde dans le trou du côté visible. La tête ronde doit affleurer le matériau supérieur.
Soutenir la tête – Placer l'enclume à tête ronde contre la tête du rivet. Cela évite la déformation du dôme.
Développez la queue – Positionnez le poinçon de réglage contre la queue creuse. Frappez fermement avec un marteau ou appliquez une pression.
Inspecter – La queue doit rouler vers l’extérieur pour former un corps à corps plat ou légèrement arrondi. La tête ronde ne doit présenter aucune bosse ni aucun aplatissement.
Erreurs courantes
Frapper directement la tête ronde – Déforme l’apparence du dôme et des ruines. Utilisez toujours une enclume correspondante.
Prise excessive – Une force excessive peut fissurer la queue creuse ou fendre le matériau. Utilisez une presse avec une butée de profondeur pour des résultats reproductibles.
Trous sous-dimensionnés – Provoquent le grattage de la tige et peuvent empêcher une insertion complète.
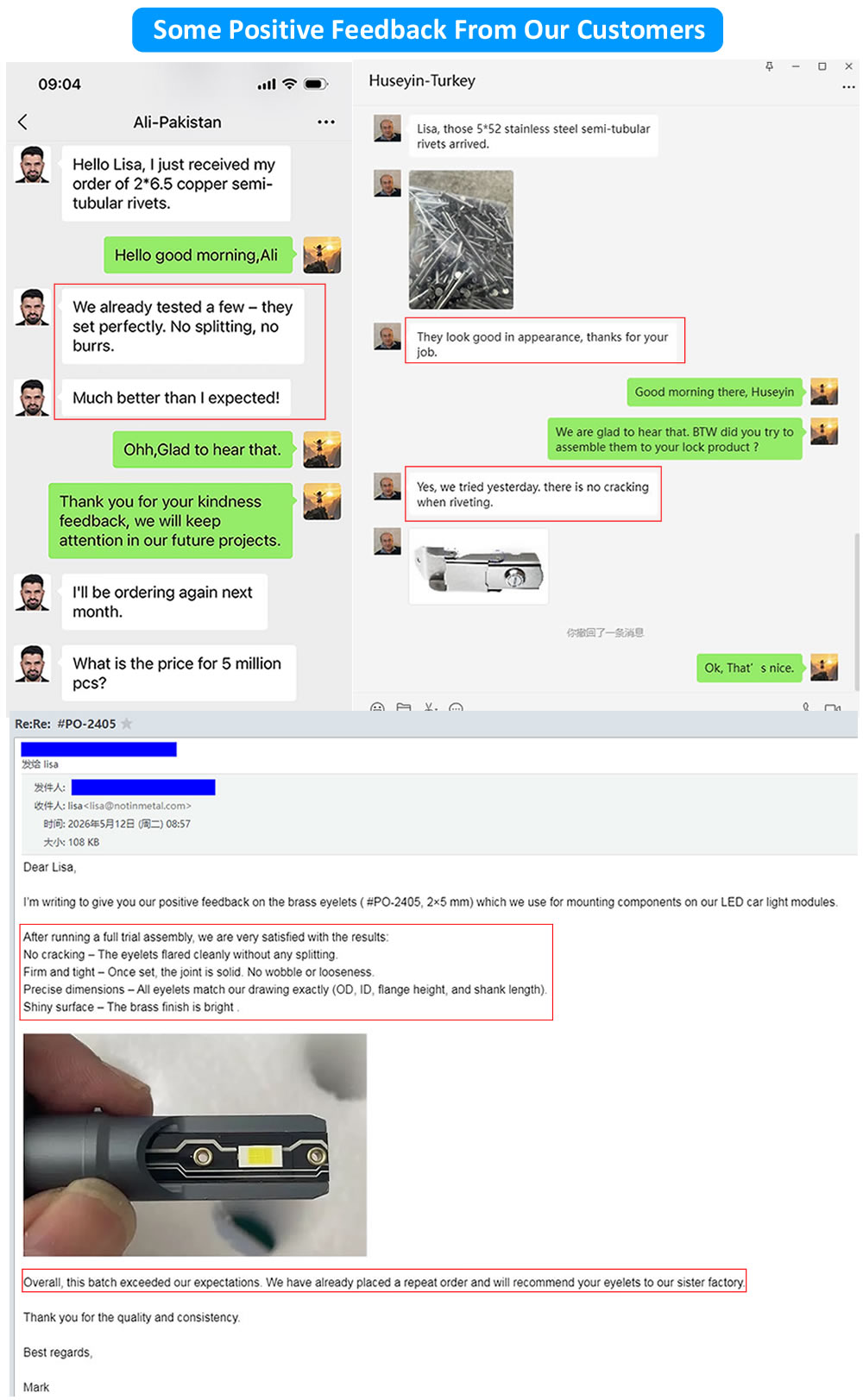
Commentaires des clients
Foire aux questions sur les rivets demi-tubulaires à tête ronde
Vous trouverez ci-dessous les demandes techniques les plus courantes reçues par Nuote Metals concernantrivetsdemi-tubulaires à tête ronde.
Q1 : Quelle est la différence entre les rivets demi-tubulaires à tête ronde et les rivets à tête ronde pleine ? Quand dois-je utiliser chacun d’eux ?
R : La différence fondamentale est la cavité creuse dans la queue. Les rivets demi-tubulaires à tête ronde ont un trou peu profond à l'extrémité, réduisant ainsi la quantité de matériau qui doit être déplacé lors de la pose. Cela ne nécessite que 25 à 30 % de la force nécessaire pour un rivet solide du même diamètre. Les rivets à tête ronde solides sont entièrement solides et nécessitent une forte pression ou un martelage avec une barre de tronçonnage. Pour les applications où vous avez accès aux deux côtés et souhaitez un aspect de dôme traditionnel, les rivets demi-tubulaires à tête ronde sont presque toujours le meilleur choix car ils sont plus rapides à installer, provoquent moins de contraintes sur les matériaux environnants et produisent un clinchage plus cohérent. Les rivets pleins sont réservés aux charges structurelles extrêmes (par exemple, construction de ponts, appareils sous pression) où une résistance maximale au cisaillement est la seule priorité. Pour les applications industrielles générales, de meubles, de bagages et automobiles, Nuote Metals recommande des rivets demi-tubulaires à tête ronde pour leur combinaison d'apparence classique et d'efficacité d'installation.
Q2 : Les rivets demi-tubulaires à tête ronde peuvent-ils être utilisés dans le bois ou le plastique ? Le matériau va-t-il se fissurer ?
R : Oui, mais des précautions sont nécessaires.Rivets demi-tubulaires à tête rondepeut être utilisé dans le bois, les bois d'ingénierie (MDF, contreplaqué) et les plastiques rigides (ABS, polycarbonate, acrylique). Cependant, ces matériaux ne se déforment pas comme le métal ; la queue du rivet ne s'y « enfoncera » pas. Pour le bois et le plastique, Nuote Metals recommande ce qui suit. Commencez par pré-percer un trou légèrement plus grand que le diamètre de la tige (tige + 0,2–0,3 mm). Deuxièmement, pour les plastiques, chanfreinez l’entrée et la sortie du trou pour éviter toute augmentation des contraintes. Troisièmement, utilisez une rondelle d'appui sous la queue pour répartir la force de clinchage sur une plus grande surface, ce qui empêche la queue de tirer à travers le matériau. Quatrièmement, posez le rivet à l'aide d'une presse contrôlée plutôt que d'un coup de marteau pour éviter les fissures dues aux chocs. Pour les plastiques très fragiles (acrylique, polystyrène), nous recommandons d'éviter complètement la fixation mécanique ou d'utiliser un rivet à épaulement. Nuote Metals peut fournir des rivets demi-tubulaires à tête ronde avec des rondelles à bride plus grandes, spécifiquement pour les matériaux souples.
Q3 : Comment puis-je sélectionner la longueur de canon correcte pour les rivets demi-tubulaires à tête ronde lorsque l'épaisseur de la pile de matériaux varie ?
R : La longueur du canon doit dépasser l'épaisseur totale du matériau de 1,0 à 1,5 mm pour permettre la formation d'un matériau suffisant pour le clinch. Par exemple, si votre pile de matériaux a une épaisseur de 3,0 mm, sélectionnez un rivet avec une longueur de corps de 4,0 à 4,5 mm. Si l'épaisseur de la pile varie (par exemple, une charnière avec deux épaisseurs différentes), utilisez le point le plus épais pour déterminer la longueur du canon : le corps à corps se formera toujours en sections plus fines, bien qu'il puisse être légèrement plus haut. En cas de variation significative (différence de plus de 2 mm à travers l'assemblage), Nuote Metals recommande soit d'utiliser deux longueurs de rivets différentes dans différentes zones, soit de concevoir un corps étagé où la profondeur de la cavité varie. Nous proposons des longueurs de canon personnalisées par incréments de 0,5 mm, de 3 mm à 40 mm. Contactez notre équipe technique avec les épaisseurs spécifiques de votre matériau et nous calculerons la longueur de canon optimale pour vos rivets demi-tubulaires à tête ronde.
Q4 : Quels matériaux sont disponibles pour les rivets demi-tubulaires à tête ronde en plus de l'acier ? Proposez-vous des finitions décoratives ?
R : Oui, Nuote Metals fabriquerivetsdemi-tubulaires à tête rondeen multiples matériaux et finitions. Pour les applications résistantes à la corrosion, nous proposons de l'acier inoxydable (304 ou 316) avec une finition passivée ou microbillée. Pour les applications décoratives ou électriques, nous proposons du laiton (C260) aux finitions laquées naturelles, antiques, polies ou nickelées. Pour les assemblages légers, nous proposons de l'aluminium (5056) avec des finitions anodisées claires ou colorées. Pour des exigences de haute résistance, de légèreté ou d'amagnétique, nous pouvons également produire des rivets demi-tubulaires à tête ronde en cuivre ou en bronze phosphoreux (pour applications à ressorts). Notre finition décorative la plus populaire pour les rivets demi-tubulaires à tête ronde visibles est le laiton antique, qui donne un aspect vintage et terni recherché dans la maroquinerie et les meubles. Le laiton nickelé offre un look moderne et argenté. Pour les rivets en acier, le zingage (transparent, bleu ou jaune) est standard, mais nous proposons également de l'oxyde noir pour une finition noire mate. Spécifiez votre matériau et votre finition lors du devis, et Nuote Metals confirmera la disponibilité et les quantités minimales de commande.
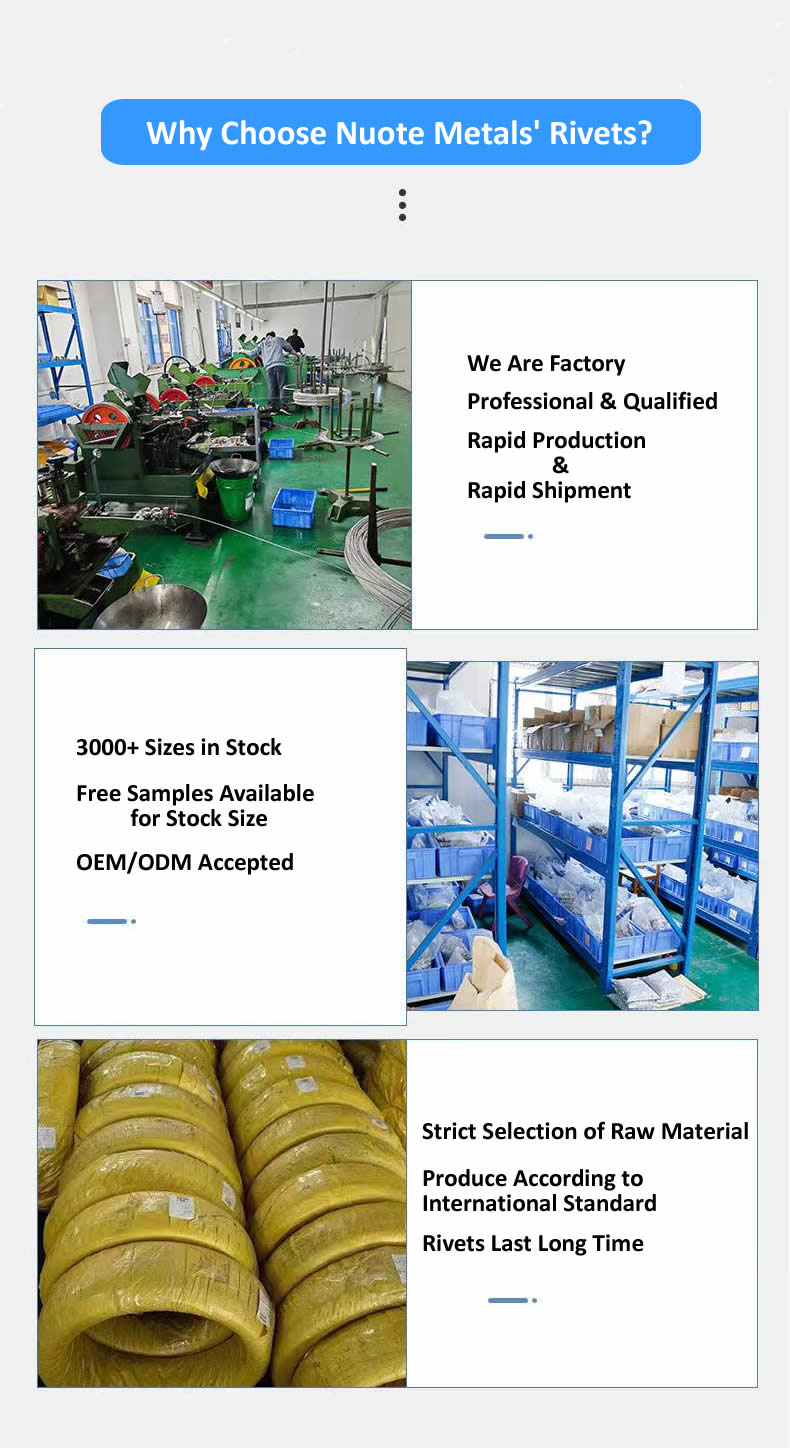
Pourquoi s'associer à Nuote Metals pour des rivets demi-tubulaires à tête ronde ?
Choisir le bon fournisseur pourrivetsdemi-tubulaires à tête rondegarantit une géométrie de tête cohérente, un clinchage fiable et des prix compétitifs. Nuote Métaux propose :
Diamètres de tête de 3,2 mm à 18,0 mm (tiges de 2 mm à 10 mm)
Quatre familles de matériaux – Acier, inox, laiton, aluminium
Huit finitions standard – dont laiton antique et plaque de nickel
Longueurs de canon personnalisées – Toute longueur de 3 mm à 40 mm (MOQ s'applique)
Bibliothèque d'outillage – Plus de 50 matrices à tête ronde standard, réduisant ou éliminant les frais d'outillage
Exemple de programme – 20 pièces gratuites à partir d’outillage existant
Délais de livraison rapides – 5 à 10 jours ouvrables pour les tailles en stock
Traçabilité complète – Certificats de matériaux et rapports dimensionnels avec chaque commande
ContactMétaux Nuoteaujourd'hui pour demander un échantillon ou un devis pour votre application de rivets demi-tubulaires à tête ronde.
Balises actives: Rivets demi-tubulaires à tête ronde, rivets demi-tubulaires en Chine, usine de rivets demi-tubulaires
Catégorie associée
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.









X
Nous utilisons des cookies pour vous offrir une meilleure expérience de navigation, analyser le trafic du site et personnaliser le contenu. En utilisant ce site, vous acceptez notre utilisation des cookies.
politique de confidentialité