
Produits










Rivets demi-tubulaires en acier
Les rivets demi-tubulaires en acier de Nuote Metals, une usine chinoise, offrent une solution de fixation rentable pour la fabrication et la construction en général. Fabriqués en acier au carbone à haute résistance, ces rivets offrent une excellente résistance au cisaillement pour les assemblages lourds comme les échafaudages, les équipements agricoles et les meubles en acier. La conception semi-tubulaire s'évase doucement sous la pression, réduisant ainsi la force d'installation tout en maintenant une prise serrée. Disponible avec des diamètres, des longueurs et des finitions personnalisés : zingué, uni ou oxyde noir. Contrairement à l'acier inoxydable, nos rivets en acier offrent une résistance comparable à un prix inférieur, idéal pour les commandes volumineuses. Résolvez les contraintes budgétaires sans sacrifier la fiabilité. Faites confiance à notre usine pour la précision, la cohérence et la livraison à temps de vos rivets demi-tubulaires en acier personnalisés.
envoyer une demande
Description du produit
Lorsque votre chaîne de montage a besoin de vitesse, mais que le joint doit encore tenir, lerivet demi-tubulaire en acieroffre un net avantage. Contrairement à un rivet solide qui nécessite une force élevée et un équipement lourd, la conception semi-tubulaire, partiellement creuse au niveau de la queue, réduit la force de pose d'environ 70 % tout en conservant l'essentiel de la résistance au cisaillement. Le résultat est une fixation qui s'installe rapidement, fonctionne avec des outils plus légers et fournit toujours un joint permanent et fiable.
Rivets demi-tubulaires en acier à tête froide Nuote Metals en acier à faible teneur en carbone (1008, Q195) avec finitions en option zingage ou oxyde noir. Ce guide couvre nos spécifications techniques, le processus de frappe à froid, notre flux de travail de contrôle qualité et un exemple réel de l'industrie du matériel.

Différents matériaux de rivets que nous fabriquons
Nous fabriquons différents matériaux de rivets, tels que des rivets en laiton, des rivets en acier, des rivets en acier inoxydable, des rivets en aluminium et des rivets en cuivre.
1. Rivets en laiton, y compris rivets solides en laiton, rivets semi-tubulaires en laiton, rivets tubulaires en laiton.



Cliquez  pour en savoir plus sur nos rivets en laiton.
pour en savoir plus sur nos rivets en laiton.
2. Rivets en acier inoxydable, y compris rivets solides en acier inoxydable, rivets semi-tubulaires en acier inoxydable, rivets tubulaires en acier inoxydable.


Vous souhaitez en savoir plus sur nos rivets en acier inoxydable ? il suffit de cliquer 
3. Rivets en aluminium, y compris les rivets pleins en aluminium, les rivets semi-tubulaires en aluminium, les rivets tubulaires en aluminium.



Si vous souhaitez en savoir plus sur nos rivets en aluminium, veuillez cliquer sur 
4. Rivets en cuivre, y compris les rivets pleins en cuivre, les rivets semi-tubulaires en cuivre, les rivets tubulaires en cuivre.



Cliquez  pour obtenir plus d'informations sur nos rivets en cuivre.
pour obtenir plus d'informations sur nos rivets en cuivre.
5. Rivets en acier, y compris rivets pleins en acier, rivets semi-tubulaires en acier, rivets tubulaires en acier.



Si vous souhaitez obtenir plus d'informations sur nos rivets en acier, veuillez cliquer sur 
Ce qui différencie un rivet demi-tubulaire
La caractéristique déterminante d'un rivet semi-tubulaire est la cavité peu profonde à l'extrémité arrière, qui représente généralement 45 à 55 % de la longueur du canon. Lors de l'installation, seule la fine paroi de cette section creuse roule vers l'extérieur pour former le clinch. Ceci est fondamentalement différent d'un rivet plein, où toute la tige doit se déformer.
| Fonctionnalité | Rivet demi-tubulaire | Rivet solide |
|---|---|---|
| Conception de la queue | Partiellement creux (profondeur de la cavité 45 à 55 % de la longueur) | Entièrement solide partout |
| Force de réglage | Environ 25 à 30 % de la force du rivet solide | Élevé (nécessite une presse lourde ou une barre de tronçonnage) |
| Vitesse d'installation | Rapide, adapté à l'assemblage automatisé | Plus lent, nécessite plus de force et de temps |
| Résistance au cisaillement | 80 à 90 % de rivets pleins | 100% (référence) |
| Idéal pour | Production en grand volume, matériaux fins, articulations pivotantes | Charges structurelles extrêmes, applications lourdes |
Pour la plupart des applications industrielles, de meubles, d'automobile et de quincaillerie, le rivet semi-tubulaire offre une résistance plus que suffisante tout en maintenant l'efficacité de la production.
Spécifications techniques – Tailles et matériaux standard
Nous produisonsrivets demi-tubulaires en acierdans plusieurs styles de tête et une large gamme de dimensions. Vous trouverez ci-dessous nos tailles les plus couramment stockées.
Qualités des matériaux
| Matériel | Notes | Traction (MPa) | Dureté (HRB) | Finition typique |
|---|---|---|---|---|
| Acier à faible teneur en carbone | 1008, Q195, SPCC | 400 – 500 | 70 – 85 | Plaqué zinc (transparent/bleu/jaune), oxyde noir, phosphate |
| Acier à moyenne teneur en carbone | 1045 | 570 – 700 | 85 – 95 | Zingué, oxyde noir |
Dimensions standard (tête ronde, acier)
| Diamètre de tige (mm) | Diamètre de la tête (mm) | Hauteur de la tête (mm) | Longueurs de canon (mm) | Profondeur de la cavité | Plage de préhension (mm) |
|---|---|---|---|---|---|
| 3.0 | 5,0 – 5,5 | 2,0 – 2,2 | 4, 5, 6, 8 | 45 à 55 % de la longueur | 1,5 – 3,5 |
| 4.0 | 6,5 – 7,2 | 2,6 – 2,9 | 5, 6, 8, 10, 12 | 45 à 55 % de la longueur | 2,0 – 5,0 |
| 5.0 | 8,0 – 9,0 | 3,2 – 3,6 | 6, 8, 10, 12, 15 | 45 à 55 % de la longueur | 2,5 – 6,5 |
| 6.0 | 9,5 – 10,8 | 3,8 – 4,3 | 8, 10, 12, 15, 20 | 45 à 55 % de la longueur | 3,0 – 8,0 |
| 8.0 | 12,5 – 14,5 | 5,0 – 5,8 | 10, 12, 15, 20, 25 | 45 à 55 % de la longueur | 4,0 – 10,0 |
Tolérances : tige ±0,05 mm, diamètre de la tête ±0,15 mm, longueur ±0,15 mm.
Styles de tête disponibles
| Style de tête | Diamètre de la tête/tige | Profil | Idéal pour |
|---|---|---|---|
| Rond | 1,6 – 1,8 : 1 | Grand dôme | Joints métal sur métal, cisaillement élevé, visibles |
| Plat | 2,0 – 2,5 : 1 | Dessus bas et plat | Surfaces coulissantes à dégagement limité |
| Universel | 2,0 – 2,2 : 1 | Dôme moyen, arrondi | Matériaux mixtes, usage général |
| Ovale | 1,8 – 2,0 : 1 | Lisse, légèrement surélevé | Déco, mobilier, cuir |
Données mécaniques (acier de 5 mm, placé dans une tôle d'acier de 2 mm)
| Propriété | Valeur |
|---|---|
| Résistance au cisaillement unique | 11 000 – 13 000 N |
| Taille de trou recommandée | Tige + 0,15 – 0,20 mm |
| Force de réglage | 1,2 à 2,0 tonnes |
Comment nous utilisons des rivets demi-tubulaires en acier à tête froide
La frappe à froid est le processus de formage du métal à température ambiante à l'aide de presses à grande vitesse et de matrices de précision. Pour les rivets demi-tubulaires en acier, nous utilisons une tête froide multi-stations qui effectue plusieurs opérations en une seule séquence continue.
- Tréfilage– Le fil d’acier entrant est étiré au diamètre exact de la tige.
- Couper– Le fil est coupé à la longueur précise du flan pour chaque rivet.
- Premier coup (carré)– Le flan est centré et équarri dans le dé.
- Deuxième coup (cap)– Une matrice en carbure forme la tête (ronde, plate, universelle ou ovale).
- Troisième coup (extrusion de cavité)– Un poinçon crée la cavité semi-creuse au niveau de la queue (45 à 55 % de la longueur du canon).
- Garniture– Tout éclair autour du bord de la tête est supprimé.
- Dégringolade– Les microbavures sont éliminées et la surface est préparée pour le placage.
- Placage ou revêtement– Le zingage ou l’oxyde noir est appliqué comme spécifié.
La frappe à froid écrouit l'acier, augmentant la dureté de surface de 15 à 20 % sans traitement thermique supplémentaire. Nos matrices en carbure sont polies à Ra 0,1 µm pour garantir une formation de tête lisse et une profondeur de cavité constante.
Pour plus de détails, veuillez consulter la vidéo ci-dessous
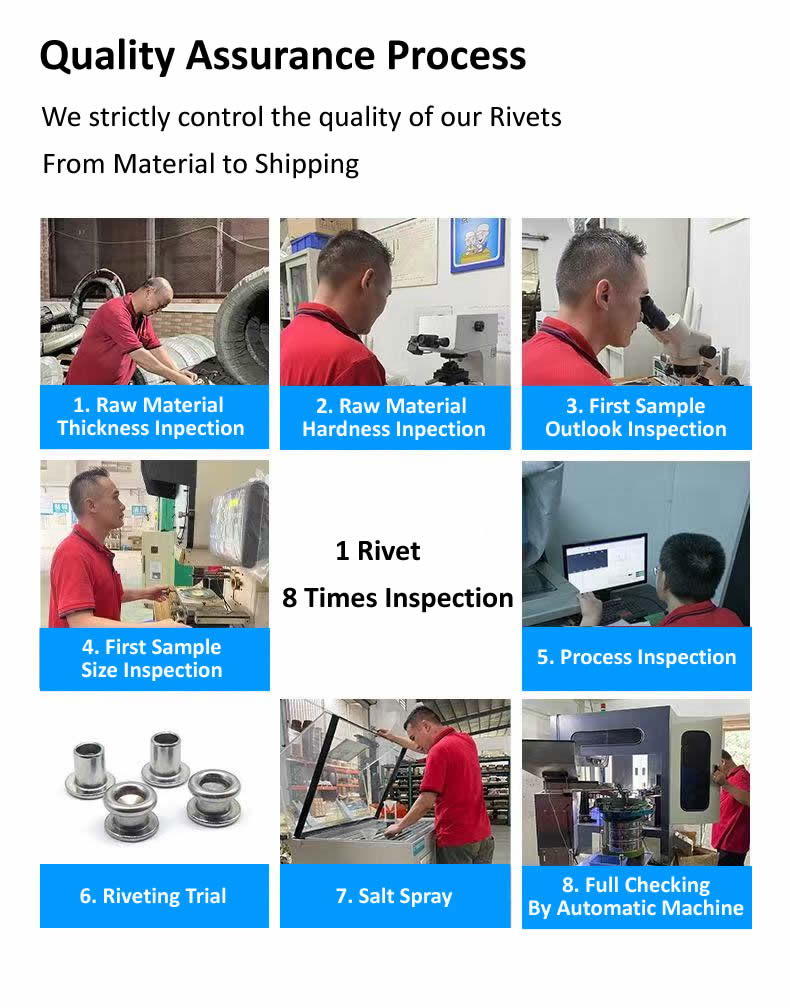
Notre processus de contrôle qualité – De la matière première à votre ligne de production
Nous ne nous appuyons pas uniquement sur un échantillonnage aléatoire. Chaque lot de rivets demi-tubulaires en acier suit un système d'inspection à plusieurs niveaux qui détecte les problèmes avant qu'ils ne deviennent des problèmes.
Étape matière entrante
Chaque bobine de fil d'acier est vérifiée pour son diamètre (micromètre laser, ±0,02 mm) et sa dureté (testeur Rockwell). Nous rejetons toute bobine qui s'écarte de la plage spécifiée.
Mise en place et première étape
Lorsque l'outillage est installé, les 10 premiers rivets sont examinés sous un grossissement 20× pour détecter les défauts de surface, puis mesurés sur un comparateur optique. Le diamètre de la tête, la hauteur de la tête, la tige, la longueur et la profondeur de la cavité doivent correspondre au dessin avant le début de la production.
Pendant la phase de production
Les opérateurs tirent 5 rivets toutes les 500 pièces. Ils vérifient les dimensions critiques avec des pieds à coulisse numériques et une jauge go/no-go pour la profondeur de la cavité. Toute dérive hors tolérance déclenche un arrêt immédiat de la presse et un réglage de l'outil.
Étape de vérification Clinch
Toutes les 2 000 pièces, nous posons 3 rivets sur un échantillon de votre matériau réel (même épaisseur et composition). Le clinch roulé est inspecté pour vérifier sa symétrie, son étanchéité et sa formation sans fissures.
Tests de corrosion (le cas échéant)
Pour les rivets plaqués, les échantillons sont placés dans notre chambre à brouillard salin conformément à la norme ASTM B117. Zingage : 48 à 96 heures minimum. Un certificat est délivré avec le lot.
Dernière étape du tri
Chaque rivet passe par une machine de tri optique équipée de caméras à grande vitesse. Il rejette les pièces dont le diamètre de tête, la hauteur de tête, la tige ou la profondeur de cavité sont incorrects. Après le tri, un échantillon AQL aléatoire (niveau II, 1,0) est vérifié manuellement à l'aide d'un projecteur de profil et de micromètres.
Tous les enregistrements d'inspection, y compris les journaux de mesures, les photos des réglages de test et les rapports de brouillard salin, sont conservés pendant cinq ans et sont inclus avec chaque expédition.
Un exemple de client réel : support de roue de chariot de jardin
C'est l'une des nombreuses applications des rivets demi-tubulaires en acier. Nous l'incluons pour montrer une utilisation réelle en production, et non pour suggérer une limitation.
Un fabricant de chariots de jardin robustes avait besoin de fixer les supports de roues au cadre en acier. Les rivets solides d'origine nécessitaient 3,5 tonnes de force de pose, ce qui déformait parfois le support lors de l'assemblage. Le client souhaitait également une finition résistante à la rouille pour une utilisation en extérieur.
Nuote Metals a fourni des rivets demi-tubulaires en acier – tige de 6 mm, tête ronde de 10 mm, longueur de corps de 15 mm, plaqué zinc jaune. La cavité semi-creuse a réduit la force de pose à 1,6 tonne, éliminant ainsi la déformation. Le placage en zinc jaune offre 96 heures de résistance au brouillard salin. Le client a testé 500 rivets sur 250 chariots. Après 5 000 cycles de roulage avec une charge de 100 kg, pas de desserrage ni de rouille. Ils commandent désormais des rivets demi-tubulaires en acier par lots de 30 000 à 50 000 pièces.

Ce que disent nos clients – Commentaires réels
Ce que nous livrons dans chaque expédition
Chaque commande de rivets demi-tubulaires en acier est accompagnée d'une documentation complète :
- Certificat d'essai en usine– Composition chimique et propriétés de traction du fournisseur d’origine de la bobine.
- Premier rapport dimensionnel– Valeurs mesurées réelles de 10 rivets depuis le début de la production.
- Journal en cours– Résumé de tous les contrôles dimensionnels effectués pendant l'exécution.
- Rapport de test de clinchage– Photos et résultats de force de traction (si mesurés) à partir des paramètres de test sur votre matériau.
- Certificat de brouillard salin– Le cas échéant, indiquant les heures testées et le statut de réussite/échec.
- Certificat de conformité– Signé par notre responsable QA, lot traçable.
Nuote Metals est certifié ISO 9001:2015. Les déclarations RoHS et REACH sont fournies sur demande.

Politiques
Échantillons– 20 à 50 pièces gratuites pour les tailles standard en stock (le client paie les frais d'expédition)
Commande à l'essai– 10 000 pièces recommandées pour une première validation
MOQ– 2 000 pièces (tailles standards), 10 000 pièces (baril personnalisé)
Délai (stock)– 5 à 7 jours ouvrables
Délai (baril personnalisé)– 12 à 15 jours
Frais d'outillage– Aucun pour les outils à tête ronde standard (tige de 3 à 8 mm)
Trois questions auxquelles nous répondons souvent
Q1 : Quelle est la différence entre un rivet demi-tubulaire en acier et un rivet en acier massif ? Quand dois-je choisir la version demi-tubulaire ?
R : La différence fondamentale est la cavité creuse dans la queue. Un rivet demi-tubulaire en acier ne nécessite que 25 à 30 % de la force de pose nécessaire pour un rivet solide du même diamètre, ce qui le rend plus rapide à installer et plus doux pour les matériaux environnants. Les rivets solides offrent une résistance au cisaillement légèrement supérieure mais nécessitent un équipement lourd et plus de temps. Pour la plupart des applications industrielles, de meubles, d'automobile et de quincaillerie, y compris le cas du chariot de jardin ci-dessus, les rivets demi-tubulaires offrent une résistance plus que suffisante tout en maintenant l'efficacité de la production. Choisissez des rivets solides uniquement pour les charges structurelles extrêmes où une résistance maximale au cisaillement est la seule priorité.
Q2 : Les rivets demi-tubulaires en acier peuvent-ils être utilisés à l’extérieur sans rouiller ?
R : Oui, avec la bonne finition. Nos rivets standard en acier à faible teneur en carbone sont disponibles avec un placage en zinc (transparent, bleu ou jaune) qui offre 48 à 96 heures de résistance au brouillard salin, suffisante pour la pluie, l'humidité et l'humidité occasionnelle. Pour le chariot de jardin, le placage en zinc jaune a été choisi pour son équilibre entre résistance à la corrosion et coût. Pour les environnements extérieurs ou côtiers plus exigeants, nous recommandons de passer aux rivets demi-tubulaires en acier inoxydable (304 ou 316) qui offrent 200 à 1 000 heures de protection contre le brouillard salin.
Q3 : Comment sélectionner la bonne longueur de canon pour un rivet demi-tubulaire en acier ?
R : Sélectionnez une longueur de canon de 1,5 à 2,0 mm plus longue que l'épaisseur totale de votre pile de matériaux. Par exemple, si vous joignez deux tôles d'acier de 2 mm (total 4 mm), choisissez une longueur de canon de 5,5 à 6,0 mm. Cette longueur supplémentaire fournit suffisamment de matériau pour que la section creuse puisse rouler vers l'extérieur et former un serrage sécurisé sans toucher le fond. Si le canon est trop court, le corps à corps sera faible. Trop longtemps et le canon pourrait se froisser. Envoyez-nous l'épaisseur de votre pile de matériaux et nous vous recommanderons la longueur exacte du canon.
Demandez un devis – Dites-nous ce dont vous avez besoin
Nous comprenons que chaque assemblage est différent. Plutôt que de vous demander d'intégrer un produit standard dans votre conception, nous préférons commencer par vos exigences.
Pour recevoir un devis ferme pourrivets demi-tubulaires en acier, veuillez fournir les informations suivantes :
- Diamètre de la tige (mm)
- Style de tête (rond/plat/universel/ovale)
- Longueur du canon (mm) – ou épaisseur totale de votre pile de matériaux
- Qualité du matériau (faible teneur en carbone/moyenne teneur en carbone)
- Finition (zingué clair/bleu/jaune/oxyde noir/phosphate)
- Quantité annuelle estimée
Vous pouvez également joindre un dessin, une photo de votre rivet actuel ou un échantillon de pièce. Nous vous répondrons dans les 24 heures avec :
- Coût de l'outillage (le cas échéant) – supprimé pour les tailles standard
- Prix à la pièce basé sur votre volume annuel
- Délai pour les premiers échantillons et la production en série
- Politique d'échantillon gratuit – 20 à 50 pièces pour les tailles standard en stock
Envoyez votre demande de prix à Nuote Metals dès aujourd’hui. Aucune pression, aucune obligation – juste une offre claire et compétitive.
Balises actives: Rivets demi-tubulaires en acier, rivets demi-tubulaires en Chine, fabricant de rivets demi-tubulaires
Catégorie associée
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.









X
Nous utilisons des cookies pour vous offrir une meilleure expérience de navigation, analyser le trafic du site et personnaliser le contenu. En utilisant ce site, vous acceptez notre utilisation des cookies.
politique de confidentialité