
Produits







Rivets semi-creux à tête ronde
Rivets semi-creux à tête ronde personnalisés – c'est ce dans quoi Nuote Metals, une usine chinoise, excelle. Avec un dôme classique pour une répartition uniforme de la charge et une tige semi-creuse qui se pose facilement sans force excessive, ces rivets conviennent aux meubles, aux intérieurs automobiles et à la quincaillerie générale. Choisissez parmi l'acier, le laiton ou l'acier inoxydable dans des dimensions personnalisées. Résolvez les joints desserrés et les fissures des matériaux avec nos rivets fabriqués avec précision. Faites-nous confiance pour une qualité constante, un délai d'exécution rapide et des solutions sur mesure qui répondent à vos besoins d'assemblage.
envoyer une demande
Description du produit
Parmi tous les styles de têtes de rivets, la tête ronde reste la plus reconnaissable et la plus robuste mécaniquement. Les rivets semi-creux à tête ronde combinent le profil bombé traditionnel, éprouvé au cours de siècles d'assemblage mécanique, avec l'efficacité moderne d'une conception à extrémité creuse. Cet hybride offre la résistance au cisaillement d'un rivet solide tout en nécessitant beaucoup moins de force de pose.
Têtes froides Nuote Metalsrivets semi-creux à tête rondeen acier à faible teneur en carbone, en acier inoxydable (304/316), en laiton et en aluminium. La cavité semi-creuse réduit la force de pose d'environ 70 % par rapport à un rivet solide, ce qui les rend idéaux pour l'assemblage automatisé et les applications où les dommages au substrat sont préoccupants. Nos composants sont destinés aux industries où un dôme visible et uniforme est à la fois fonctionnel et esthétique, notamment les meubles, les bagages, les intérieurs automobiles, les équipements lourds et la maroquinerie.

Spécifications techniques – Qu'est-ce qui définit un rivet à tête ronde
Géométrie de la tête – Ronde ou autres styles
| Style de tête | Diamètre de la tête/tige | Hauteur de la tête | Profil | Idéal pour |
|---|---|---|---|---|
| Rond | 1,6 – 1,8 : 1 | Grand (40 à 50 % du diamètre de la tête) | Dôme continu, courbure douce | Assemblages visibles métal sur métal à fort cisaillement |
| Poêle | 1,8 – 2,2 : 1 | Moyen (35 à 40 %) | Dôme avec paroi courte et droite | Assemblée générale, visible mais peu encombrante |
| Plat | 2,0 – 2,5 : 1 | Faible (25 à 30 %) | Dessus plat | Dégagement limité, profil bas |
Le dôme continu de la tête ronde offre une résistance maximale à la tête et résiste à la déformation sous l’impact. Sa forme auto-centrée permet d'aligner le rivet lors de l'insertion, et le dôme visible offre une apparence classique et finie.
Options matérielles
| Matériel | Notes | Traction (MPa) | Dureté | Finition typique |
|---|---|---|---|---|
| Acier à faible teneur en carbone | 1008, Q195 | 400 – 500 | HRB 70-85 | Plaqué zinc (transparent/bleu/jaune), oxyde noir, phosphate |
| Acier inoxydable | 304, 316 | 620 – 750 | HRB 80-95 | Passivé, microbillé |
| Laiton | C26000 | 315 – 390 | HRB 60-75 | Laqué, antique, nickelé |
Dimensions standard (acier, tête ronde)
| Diamètre de tige (mm) | Diamètre de la tête (mm) | Hauteur de la tête (mm) | Longueurs de canon (mm) | Profondeur de la cavité | Plage de préhension (mm) |
|---|---|---|---|---|---|
| 3.0 | 5,0 – 5,5 | 2,0 – 2,2 | 4, 5, 6, 8 | 45 à 55 % de la longueur | 1,5 – 3,5 |
| 4.0 | 6,5 – 7,2 | 2,6 – 2,9 | 5, 6, 8, 10, 12 | 45 à 55 % de la longueur | 2,0 – 5,0 |
| 5.0 | 8,0 – 9,0 | 3,2 – 3,6 | 6, 8, 10, 12, 15 | 45 à 55 % de la longueur | 2,5 – 6,5 |
| 6.0 | 9,5 – 10,8 | 3,8 – 4,3 | 8, 10, 12, 15, 20 | 45 à 55 % de la longueur | 3,0 – 8,0 |
| 8.0 | 12,5 – 14,5 | 5,0 – 5,8 | 10, 12, 15, 20, 25 | 45 à 55 % de la longueur | 4,0 – 10,0 |
Tolérances : tige ±0,05 mm, diamètre de la tête ±0,15 mm, longueur ±0,15 mm. Longueurs de canon personnalisées disponibles.
Données mécaniques (tête ronde en acier de 5 mm, placée dans une tôle d'acier de 2 mm)
| Propriété | Valeur |
|---|---|
| Résistance au cisaillement simple | 11 000 – 13 000 N |
| Taille de trou recommandée | Tige + 0,15 – 0,20 mm |
| Force de réglage | 1,2 à 2,0 tonnes |
Les rivets semi-tubulaires conservent généralement 80 à 90 % de la résistance au cisaillement d'un rivet solide tout en nécessitant beaucoup moins de force d'installation. La queue creuse aide à contrôler la déformation, conduisant à une formation de corps à corps stable.
Un exemple réel de client – Charnière d’armoire de cuisine
C'est l'une des nombreuses applications des rivets semi-creux à tête ronde. Nous l'incluons pour montrer une utilisation réelle en production, et non pour suggérer une limitation.
Un fabricant de quincaillerie pour armoires de cuisine produisait chaque année des centaines de milliers de charnières dissimulées. Le pivot de la charnière utilisait un rivet en acier massif, mais la force de réglage élevée provoquait des fractures de contrainte dans le boîtier de la charnière en zinc moulé sous pression. Les taux de rejet étaient de 3 à 4 % et le client avait besoin d'une solution capable d'éliminer les fissures sans repenser la charnière.
Nuote Metals fournisrivets semi-creux à tête ronde– Tige de 4 mm, tête ronde de 7 mm, longueur de canon de 8 mm, zinguée. La cavité semi-creuse a réduit la force de pose de 3,5 tonnes à 1,2 tonnes, éliminant ainsi entièrement les fractures de contrainte. La tête ronde offrait un dôme cohérent qui correspondait aux exigences esthétiques de la charnière. Le client a testé 2 000 rivets sur 1 000 charnières. Zéro fissure. Zéro joints desserrés.
Le client a initialement commandé 10 000 pièces à titre d'essai. Après validation réussie, ils ont passé une commande de production de 300 000 pièces. Les commandes annuelles varient désormais de 300 000 à 500 000 pièces. La ligne de charnière fonctionne à une cadence de 1 800 unités par heure sans aucun arrêt lié aux rivets.
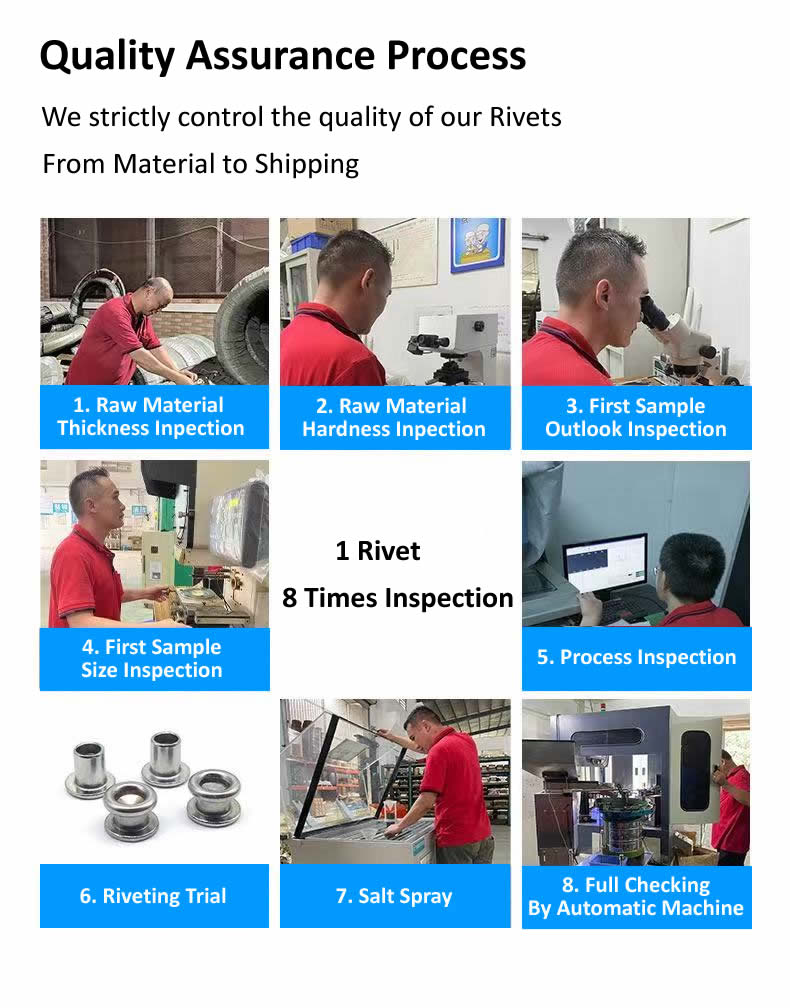
Notre processus de contrôle qualité – De la matière première à votre ligne de production
Nous ne nous appuyons pas uniquement sur un échantillonnage aléatoire. Chaque lot derivets semi-creux à tête rondesuit un système d'inspection à plusieurs niveaux qui détecte les problèmes avant qu'ils ne deviennent des problèmes.
Étape matière entrante
- Chaque bobine de fil est vérifiée pour son diamètre (micromètre laser, ±0,02 mm) et sa dureté (testeur Rockwell). Nous rejetons toute bobine qui s'écarte de la plage spécifiée pour cette qualité.
Mise en place et première étape
- Lorsque l'outillage est installé, les 10 premiers rivets sont examinés sous un grossissement 20× pour détecter les défauts de surface, puis mesurés sur un comparateur optique. Le diamètre de la tête, la hauteur de la tête, la tige, la longueur et la profondeur de la cavité doivent correspondre au dessin avant le début de la production.
Pendant la phase de production
- Les opérateurs tirent 5 rivets toutes les 500 pièces. Ils vérifient les dimensions critiques avec des pieds à coulisse numériques et une jauge go/no-go pour la profondeur de la cavité. Toute dérive hors tolérance déclenche un arrêt immédiat de la presse et un réglage de l'outil.
Étape de vérification Clinch
- Toutes les 2 000 pièces, nous posons 3 rivets sur un échantillon de votre matériau réel (même épaisseur et composition). Le clinch roulé est inspecté pour vérifier sa symétrie, son étanchéité et sa formation sans fissures.
Tests de corrosion (le cas échéant)
- Pour les rivets en acier plaqué ou en acier inoxydable, les échantillons sont placés dans notre chambre à brouillard salin conformément à la norme ASTM B117. Nous délivrons une attestation avec les heures exactes réalisées.
Dernière étape du tri
- Chaque rivet passe par une machine de tri optique équipée de caméras à grande vitesse. Il rejette les pièces dont le diamètre de tête, la hauteur de tête, la tige ou la profondeur de cavité sont incorrects. Après le tri, un échantillon AQL aléatoire (niveau II, 1,0) est vérifié manuellement à l'aide d'un projecteur de profil et de micromètres.
Tous les enregistrements d'inspection, y compris les journaux de mesures, les photos des réglages de test et les rapports de brouillard salin, sont conservés pendant cinq ans et sont inclus avec chaque expédition.
Ce que nous livrons dans chaque expédition
Vous n’êtes pas obligé de nous croire sur parole. Chaque commande de rivets semi-creux à tête ronde est accompagnée d'une documentation complète prouvant que chaque lot a été vérifié.
- Certificat d'essai en usine– Composition chimique et propriétés de traction du fournisseur d’origine de la bobine.
- Premier rapport dimensionnel– Valeurs mesurées réelles de 10 rivets depuis le début de la production.
- Journal en cours– Résumé de tous les contrôles dimensionnels effectués pendant l'exécution.
- Rapport de test de clinchage– Photos et résultats de force de traction (si mesurés) à partir des paramètres de test sur votre matériau.
- Certificat de brouillard salin– Le cas échéant, indiquant les heures testées et le statut de réussite/échec.
- Certificat de conformité– Signé par notre responsable QA, lot traçable.
Nuote Metals est certifié ISO 9001:2015. Les déclarations RoHS et REACH sont fournies sur demande.

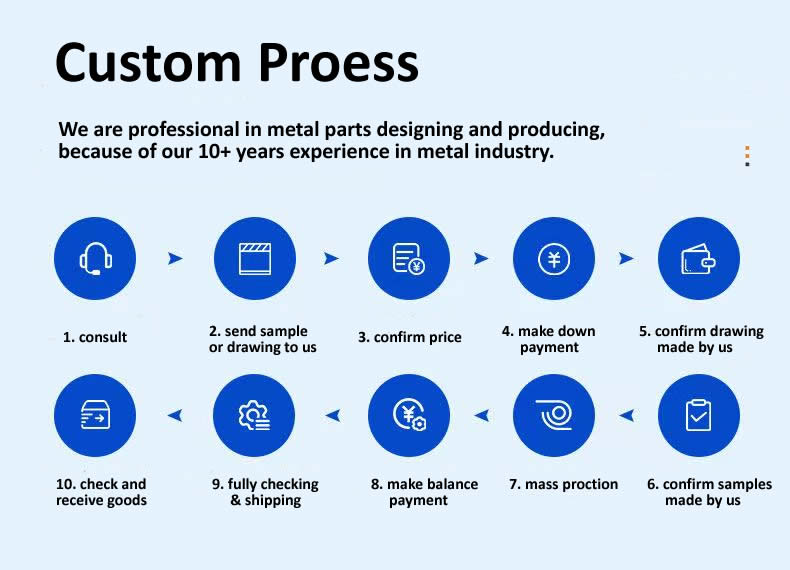
Notre processus personnalisé – De la demande à la livraison
Nous suivons un flux de travail clair et transparent pour chaque commande de rivets semi-creux à tête ronde.
- Consulter– Vous partagez vos exigences en matière d’application, d’épaisseur de matériau et de quantité.
- Envoyer des échantillons ou un dessin– Fournir un échantillon de rivet ou un dessin détaillé avec dimensions et finition.
- Confirmer le prix– Nous émettons un devis avec le coût de l’outillage (le cas échéant) et le prix à la pièce.
- Effectuer un acompte– Acompte de 50% pour l’outillage et la matière première.
- Confirmer le dessin réalisé par nos soins– Nous préparons un dessin de production pour votre approbation.
- Confirmer les échantillons réalisés par nos soins– Nous produisons les premiers articles (20 à 50 pièces) et vous les envoyons pour tests.
- Production de masse– Après approbation de l’échantillon, nous exécutons la totalité de la production sur nos presses de frappe à froid.
- Effectuer le paiement du solde– 50% de solde avant expédition.
- Vérification et expédition complètes– Tri 100% optique + contrôle AQL final, puis emballé et expédié.
- Vérifier et réceptionner les marchandises– Vous inspectez la marchandise à son arrivée. En cas de problème, nous le résolvons immédiatement.
Politiques
Échantillons– 20 à 50 pièces gratuites pour les tailles standard en stock (le client paie les frais d'expédition)
Commande à l'essai– 10 000 pièces recommandées pour une première validation
MOQ– 20 000 pièces (acier/laiton), 30 000 pièces (inox)
Délai (stock)– 5 à 7 jours ouvrables
Délai (baril personnalisé)– 12 à 15 jours
Frais d'outillage– Aucun pour les outils à tête ronde standard (tige de 3 à 8 mm)
Collaboration client – Travailler avec des partenaires mondiaux

Regardez notre ligne de production de rivets en action
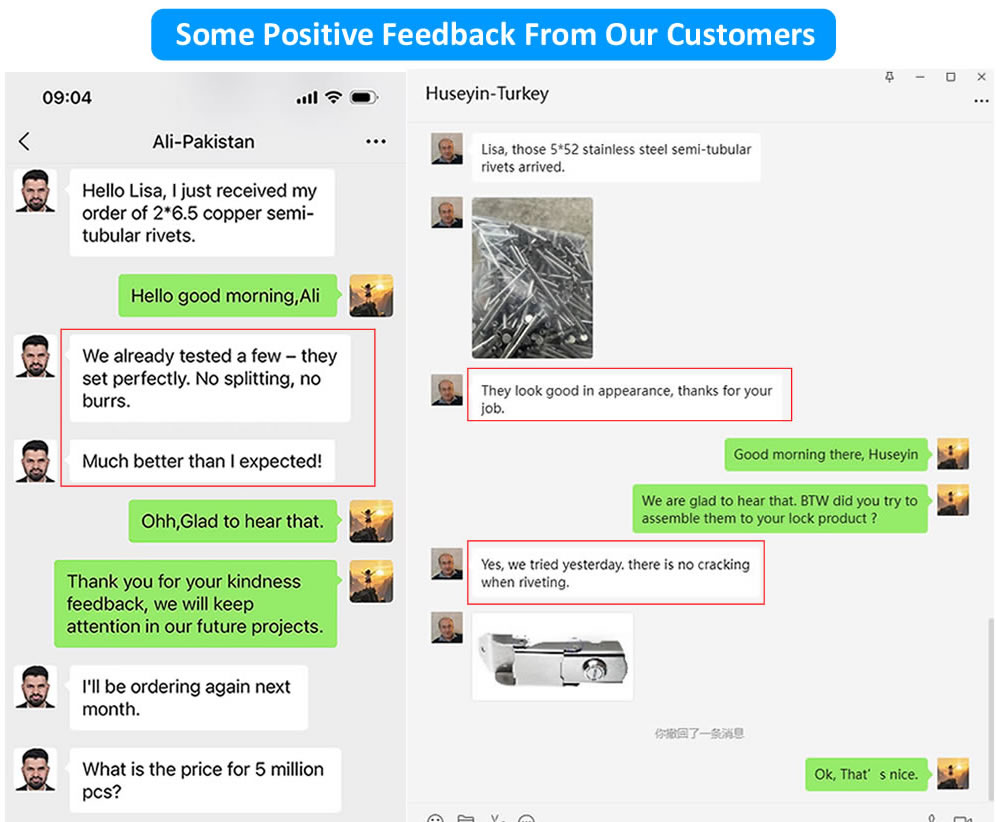
Commentaires de vrais clients
Trois questions auxquelles nous répondons souvent
Q1 : Quelle est la différence entre un rivet semi-creux à tête ronde et un rivet à tête ronde solide ? Quand dois-je choisir la version semi-creuse ?
R : La différence fondamentale est la cavité creuse dans la queue. Un rivet semi-creux à tête ronde a une cavité peu profonde à la pointe, ne nécessitant que 25 à 30 % de la force nécessaire pour un rivet solide du même diamètre. Les rivets à tête ronde solides sont entièrement solides et nécessitent une forte pression ou un martelage avec une barre de tronçonnage. Pour les applications où vous avez accès aux deux côtés et souhaitez un aspect de dôme traditionnel, les rivets semi-creux sont presque toujours le meilleur choix car ils sont plus rapides à installer, provoquent moins de contraintes sur les matériaux environnants et produisent un clinchage plus cohérent. Les rivets pleins sont réservés aux charges structurelles extrêmes où une résistance maximale au cisaillement est la seule priorité. Pour les charnières, les meubles, les bagages et les applications intérieures automobiles, nous recommandons les rivets semi-creux à tête ronde pour leur combinaison d'apparence classique et d'efficacité d'installation.
Q2 : Les rivets semi-creux à tête ronde peuvent-ils être utilisés dans du plastique ou des tôles fines sans provoquer de fissures ?
R : Oui. La cavité semi-creuse réduit considérablement la force de pose, généralement de 3 à 4 tonnes à 1 à 2 tonnes. Cette force inférieure est beaucoup plus douce sur les matériaux fragiles comme l'ABS, le polycarbonate et l'aluminium fin. Pour le cas de charnière de cuisine ci-dessus, le rivet solide du client cassait le boîtier en zinc à 3,5 tonnes ; notre rivet semi-creux posé proprement à 1,2 tonnes. Nous vous recommandons de sélectionner une longueur de canon de 1,5 à 2,0 mm plus longue que votre pile de matériaux et d'utiliser une presse (et non un marteau) pour une force constante et contrôlée. Pour les matériaux très fins ou fragiles, nous pouvons également fournir une rondelle d'appui pour répartir davantage la charge de clinchage.
Q3 : Quelles finitions proposez-vous pour les rivets semi-creux à tête ronde et laquelle est la meilleure pour une utilisation en extérieur ?
R : Nous proposons plusieurs finitions selon le matériau. Pour l’acier : zingage (transparent, bleu ou jaune – 48 à 96 heures de brouillard salin), oxyde noir (légère résistance à la corrosion, aspect mat) et phosphate (base de peinture). Pour l'acier inoxydable : passivation (standard, restaure la résistance à la corrosion) et microbillage (finition mate). Pour le laiton : laqué naturel (or brillant), antique (foncé, vieilli) et nickelé (argent). Pour une utilisation en extérieur, nous recommandons l'acier inoxydable 304 avec passivation pour une exposition extérieure générale, ou l'acier inoxydable 316 pour les environnements côtiers/marins. Nos 316 rivets ont passé plus de 1 000 heures de tests au brouillard salin. L'acier zingué convient à une utilisation intérieure ou extérieure abritée, mais finira par rouiller dans des conditions humides.
Essayez 20 rivets sur votre propre assemblage
Nous pouvons vous envoyer par courrier 20 à 50 rivets semi-creux à tête ronde dans le matériau et la taille de votre choix. Placez-les dans votre charnière, votre loquet ou tout autre assemblage. Comparez la force de réglage, la qualité du clinchage et l’apparence classique du dôme.
Contactez Nuote Metals avec le diamètre de votre tige, la longueur du canon et le matériau. Les échantillons gratuits sont expédiés sous un jour ouvrable.
Balises actives: Rivets semi-creux à tête ronde, fournisseur à tête ronde, usine de rivets semi-creux
Catégorie associée
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.









X
Nous utilisons des cookies pour vous offrir une meilleure expérience de navigation, analyser le trafic du site et personnaliser le contenu. En utilisant ce site, vous acceptez notre utilisation des cookies.
politique de confidentialité