
Produits






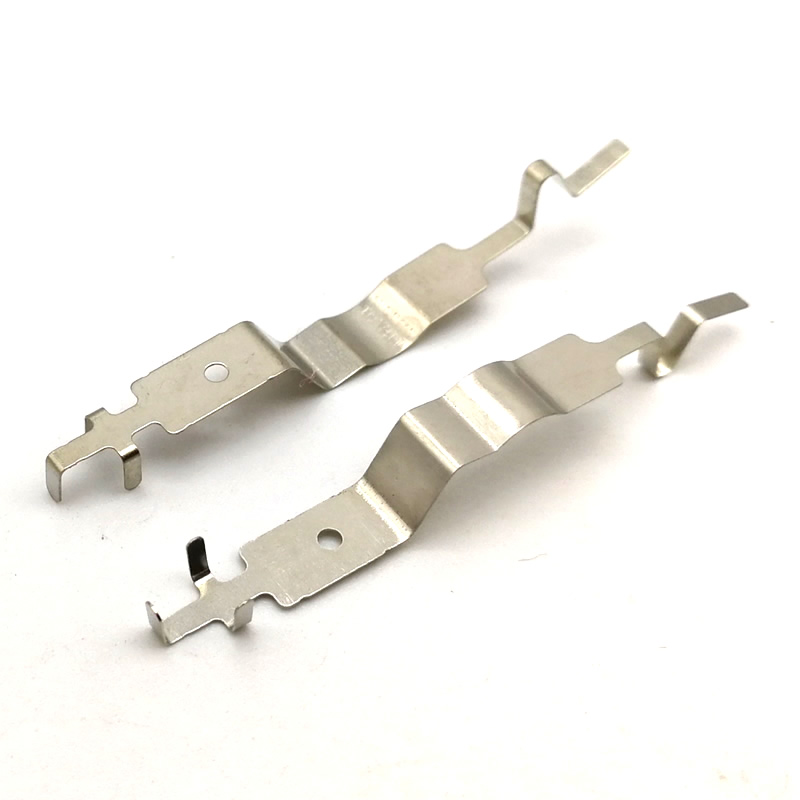
Estampage de petites pièces
Originaire de Chine, le fabricant Nuote Metals propose des petites pièces d'estampage personnalisées pour les appareils électroniques et médicaux. Les matrices de précision créent de minuscules composants avec des tolérances serrées. Résolvez les défis de miniaturisation de manière fiable. Faites confiance au fabricant pour la qualité dans les moindres détails.
envoyer une demande
Description du produit
Dans le monde du formage des métaux, la taille présente des défis uniques. L'estampage de petites pièces (des composants mesurant seulement quelques millimètres ou pesant des fractions de gramme) nécessite un équipement, un outillage et un contrôle de processus spécialisés. Une petite bavure ou un décalage dimensionnel de 0,02 mm peut rendre un lot entier inutilisable.
Métaux Nuotedispose de lignes de production dédiées spécifiquement pourestampage de petites pièces. Nos presses, alimentations et matrices sont optimisées pour les composants miniatures utilisés dans l'électronique, les dispositifs médicaux, l'horlogerie et les systèmes automobiles de précision. Nous produisons des petites pièces d'emboutissage à des vitesses allant jusqu'à 1 200 coups par minute, avec des tolérances maintenues à ± 0,01 mm.
Qu'est-ce que l'estampage de petites pièces ?
Emboutissage de petites piècessont des composants métalliques généralement caractérisés par :
Dimension maximale – Moins de 30 mm dans toutes les directions
Épaisseur du matériau – généralement 0,1 mm à 1,5 mm
Poids – Souvent moins de 5 grammes
Complexité – Peut inclure plusieurs courbures, trous percés, éléments en relief ou surfaces frappées
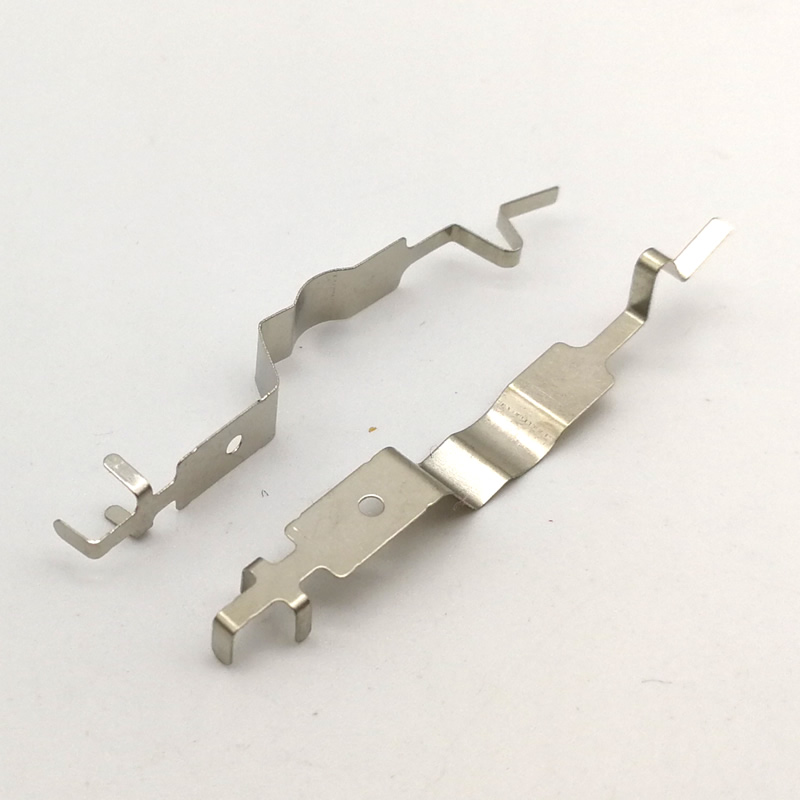
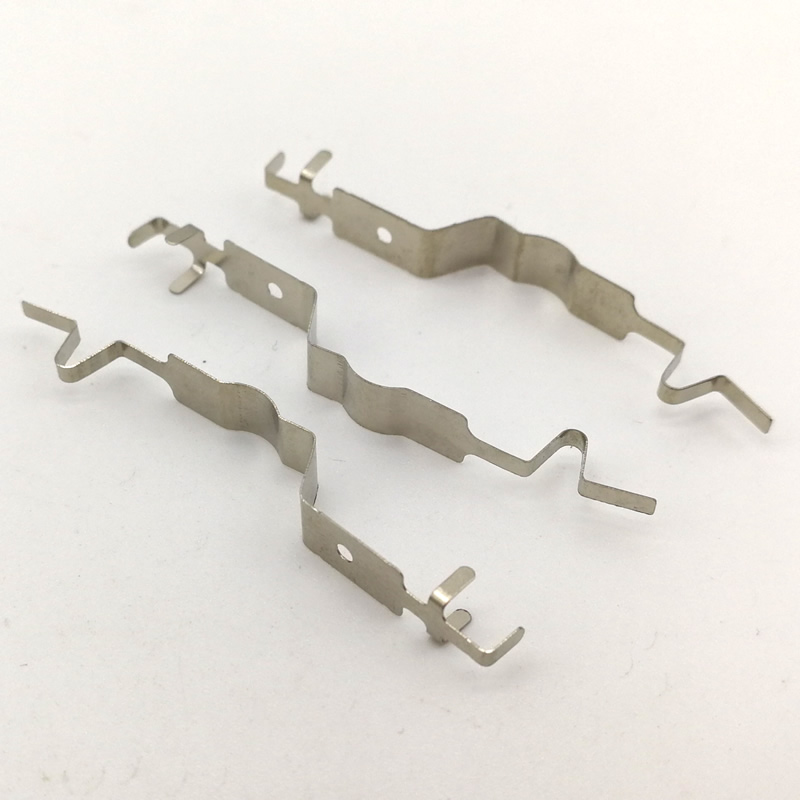
Des exemples de petites pièces d'estampage comprennent les broches de connecteur, les contacts à ressort, les couvercles de blindage, les bornes de batterie, les maillons de montre, les supports de capteur et les pointes d'instruments chirurgicaux.
L'économie depièces estampéessont uniques. Si le prix à la pièce est faible, l'outillage est dense (nombreuses empreintes par matrice) et les exigences de qualité sont exceptionnellement élevées. Nuote Metals a affiné le processus pour offrir une fiabilité à grande échelle.
Pourquoi choisir Nuote Metals pour l'emboutissage de petites pièces ?
Presses spécialisées pour petites pièces
Les presses à estamper standard ne sont pas idéales pourpièces d'estampage. Nuote Metals exploite des presses de précision à grande vitesse avec :
Courses courtes – 10 mm à 30 mm (réduit le temps d’air, augmente le SPM)
Châssis amortis par les vibrations – Maintient l’alignement de la matrice à des vitesses élevées
Alimentations servo avec une précision de ±0,02 mm – Indispensable pour les bobines fines et étroites
Capteurs intégrés – Détectent les problèmes d'alimentation, l'éjection des pièces et l'usure des outils
Outillage conçu pour les fonctionnalités miniatures
Nos matrices pourestampage de petites piècesutiliser:
Poinçons en carbure micro-rectifiés – Diamètres aussi petits que 0,3 mm
Inserts en carbure de tungstène – Résistent à l'usure cyclique élevée
Éjection positive des pièces – Des goupilles pneumatiques ou à ressort empêchent le collage
Stations de vérification optique – Caméras intégrées pour les dimensions critiques
Protocoles de salle blanche et de manipulation
Les petites pièces sont facilement perdues ou contaminées.Métaux Nuotemaintient :
Lignes d'emballage dédiées aux petites pièces – Barquettes antistatiques, bandes et bobines ou sacs personnalisés
Alimentateurs magnétiques et vibrants – Pour le comptage et l'emballage automatisés
Inspection visuelle à 100 % – Agrandie pour détecter les défauts de surface invisibles à l’œil nu
Regardez la vidéo pour voir comment nous fabriquons des pièces d'estampage
Spécifications techniques pour l'emboutissage de petites pièces
Options matérielles
| Matériel | Épaisseur commune (mm) | Petites pièces typiques |
|---|---|---|
| Acier à faible teneur en carbone (SPCC, 1008) | 0,15 – 1,0 | Rondelles, entretoises, clips |
| Acier inoxydable (304, 301 mi-dur) | 0,10 – 0,8 | Contacts à ressort, lames médicales |
| Laiton (C260, C268) | 0,10 – 0,8 | Broches de connecteur, bornes |
| Bronze phosphoreux (C5191) | 0,10 – 0,5 | Ressorts de relais, lames d'interrupteur |
| Cuivre au béryllium (C17200) | 0,10 – 0,5 | Ressorts hautes performances, contacts de batterie |
| Aluminium (5052, 1100) | 0,15 – 1,0 | Boucliers EMI, dissipateurs de chaleur |
| Maillechort | 0,10 – 0,5 | Garniture électronique décorative, contacts résistants à la corrosion |
Capacités dimensionnelles pour l'emboutissage de petites pièces
Métaux Nuoteatteint les tolérances suivantes surestampage de petites pièces.
| Paramètre | Capacité standard | Capacité de haute précision (sur demande) |
|---|---|---|
| Longueur/largeur minimale de la pièce | 1,0 mm | 0,8 mm |
| Diamètre minimum du trou | 0,3 mm (0,5 mm pour les matériaux plus épais) | 0,2 mm (avec poinçon carbure) |
| Tolérance centrale trou à trou | ±0,025 mm | ±0,010 mm |
| Tolérance de contour brut | ±0,025 mm | ±0,015 mm |
| Angle de courbure | ±0,5° | ±0,3° |
| Planéité (plus de 10 mm de longueur) | ±0,05mm | ±0,02 mm |
| Hauteur des bavures (bords cisaillés) | ≤0,03 mm | ≤0,01 mm (avec ébavurage secondaire) |
| Tolérance d'épaisseur de frappe | ±0,010 mm | ±0,005mm |
Vitesses et volumes de production
| Épaisseur du matériau | Vitesse de presse typique (SPM) | Production quotidienne (par quart de travail) | Commande économique minimum |
|---|---|---|---|
| 0,1 – 0,3 mm | 800 – 1 200 | 400 000 – 600 000 | 500 000 pièces |
| 0,3 – 0,8 mm | 400 – 800 | 200 000 – 400 000 | 200 000 pièces |
| 0,8 – 1,5 mm | 200 – 400 | 100 000 – 200 000 | 100 000 pièces |
Note:estampage de petites piècesà des volumes inférieurs, il peut être plus économique d'utiliser la découpe au laser ou la gravure chimique.Métaux Nuotefournit des recommandations de processus sur devis.
Configurations de matrices typiques pour l'emboutissage de petites pièces
| Type de matrice | Nombre de stations | Cavités typiques par largeur de bande | Idéal pour |
|---|---|---|---|
| Progressif à une rangée | 8 – 20 | 1 – 2 | Pièces complexes avec des coudes, des pièces de monnaie ou plusieurs perçages |
| Progressif à plusieurs rangées | 10 – 30 | 4 – 16 | Pièces plates simples (rondelles, clips, cosses) |
| Matrice de transfert | 6 – 12 | 1 (mais grande bande) | Petites pièces plus grandes (plus de 15 mm) nécessitant un formage lourd |
Nonousutilise des matrices à plusieurs rangées pour les gros volumespièces d'estampage, réduisant ainsi le gaspillage de bandes et augmentant le rendement par course de presse.
Applications de l'emboutissage de petites pièces
Métaux Nuotefournituresestampage d'une petite pièces aux industries où la précision à échelle miniature est essentielle à la mission.
Électronique et connecteurs
Broches des connecteurs USB et HDMI (laiton ou bronze phosphoreux)
Contacts du support de carte SIM (acier inoxydable, nickelé)
Contacts à ressort de batterie pour appareils portables
Doigts de blindage et clips de masse (cuivre au béryllium)
Cadres de connexion pour capteurs et LED
Dispositifs médicaux
Enclume et cartouche d'agrafeuse chirurgicale
Embouts d'outils dentaires (inoxydables, tranchants)
Connecteurs pour dispositifs implantables (titane ou inox 316L)
Anneaux de verrouillage du moyeu du cathéter
Contacts de la bandelette de test de diagnostic (plaqués or)
Automobile et véhicules électriques
Bornes de la boîte à fusibles (laiton étamé)
Clips pour faisceaux de câbles (acier à ressort)
Supports de montage du capteur (fins en acier inoxydable)
Lames de contact du port de charge
Jeu de barres système de gestion de batterie (petit format)
Horlogerie et Micro-Mécanique
Ponts de train d'engrenages (laiton)
Tiges à réglage manuel (ébauches embouties pour usinage ultérieur)
Clips à ressort pour boîtier
Anneaux d'espacement de mouvement
Produits de consommation
Contacts de chargement des écouteurs (en acier inoxydable plaqué or)
Plaques de montage de moteur de drone (aluminium)
Bornes de la batterie de la télécommande
Curseurs de fermeture éclair et tirettes (petit acier embouti)
Composants de boucle pour sacs à dos
Assurance qualité pour l’emboutissage de petites pièces – EEAT en pratique
Métaux Nuoteapplique des protocoles de qualité spécialisés pour les composants miniatures.
Expérience avec le micro-outillage
Nos outilleurs ont des décennies d’expérience dans le meulage de poinçons d’un diamètre aussi petit que 0,3 mm. Nous utilisons l'électroérosion à fil et la rectification au gabarit pour obtenir des jeux de matrice de 5 à 8 % par côté, ce qui est essentiel pour un cisaillement propre de matériaux fins sans bavures.
Expertise en inspection à fort grossissement
Les outils de mesure standards ne suffisent pas pour estamper de petites pièces. Nuote Metals utilise :
Systèmes de mesure de la vision – grossissement 100x avec une résolution submicronique
Micromètres laser Keyence – Mesure sans contact à 1 000 lectures/seconde
Microscopie électronique à balayage (MEB) – Pour l'analyse des défaillances et la vérification de la qualité des bords (externalisée si nécessaire)
Autorité grâce aux normes de l’industrie
Notreestampage de petites piècesse conformer à:
ISO 9001 : 2015 – Gestion de la qualité
IPC-610 – Acceptabilité des assemblages électroniques (pour connecteurs et pièces de contact)
RoHS & REACH – Conformité des matériaux pour l'électronique
IATF 16949 – Qualité automobile (disponible pour les petites pièces automobiles)
Faites confiance grâce à une inspection 100 % automatisée
Pour l'emboutissage critique de petites pièces,Métaux Nuotemet en œuvre :
Capteurs optiques intégrés – Vérifiez la présence des pièces et la géométrie de base à 1 200 SPM
Tri visuel post-estampillage – Rejet des pièces présentant des défauts dimensionnels ou de surface
Bande et bobine avec comptage automatisé – Garantit des quantités exactes sans pièces manquantes
Défis courants liés à l'emboutissage de petites pièces et comment Nuote Metals les résout
| Défi | Cause première | Solution Nuote Métaux |
|---|---|---|
| Bavures sur micro-tronous | Déviation du poinçon ou dégagement inapproprié | Poinçons en carbure avec plaques de dévêtissage guidées ; jeu optimisé par épaisseur |
| Pièce collée au poinçon (picking) | Vide ou charge statique | Éjection d'air positive ; poinçons revêtus (TiN ou DLC) ; ioniseur antistatique |
| Incohérence dimensionnelle sur la largeur de la bande | Tension de bobine inégale ou erreur d'alimentation | Alimentation servo avec contrôle en boucle fermée ; lisseur avec rouleaux pinceurs |
| Pièces pliées ou tordues après emboutissage | Contrainte résiduelle due au frappe ou au pliage | Soulagement du stress en ligne (chaleur); postes de contre-cintrage |
| Pièces manquantes lors de l'emballage | Attraction statique ou petite taille | Plateaux antistatiques ; alimentateurs vibrants automatisés avec capteurs de comptage |
Foire aux questions sur l'estampage de petites pièces
Vous trouverez ci-dessous les demandes techniques les plus courantes reçues parnonous concernantpièces d'estampage.
Q1 : Quelle est la plus petite taille de petites pièces d’emboutissage que Nuote Metals peut produire ?
R : Nuote Metals a produit des petites pièces d'emboutissage aussi petites que 0,8 mm de longueur et 0,3 mm de largeur, avec une épaisseur de matériau de 0,1 mm. Le minimum pratique dépend de la complexité des fonctionnalités. Pour une simple rondelle plate ou un tampon de contact, nous pouvons estamper des pièces jusqu'à 0,5 mm de diamètre à l'aide d'outils en carbure et de presses à grande vitesse. Pour les pièces nécessitant des trous, le diamètre minimum du trou est de 0,2 mm (épaisseur du matériau ≤0,15 mm). Pour les pièces présentant des courbures ou des éléments formés, la taille minimale de la pièce est d'environ 1,5 mm dans n'importe quelle dimension pour permettre le dégagement de l'outillage. Si vos petites pièces d'emboutissage sont inférieures à ces limites, Nuote Metals peut vous recommander des procédés alternatifs tels que la gravure photochimique (PCM) ou le micro-usinage laser. Nous vous encourageons à soumettre votre dessin pour une étude de faisabilité. Nos ingénieurs vous indiqueront si l'emboutissage est techniquement et économiquement viable.
Q2 : Comment Nuote Metals contrôle-t-il les bavures lors de l'emboutissage de petites pièces, en particulier lorsque les pièces seront manipulées ou en contact avec des composants sensibles ?
R : Le contrôle des bavures est la préoccupation numéro un en matière de qualité pour l’emboutissage de petites pièces.Métaux Nuoteutilise une approche à trois niveaux. Premièrement, des jeux de matrice optimisés : pour les matériaux minces (inférieurs à 0,3 mm), nous maintenons un jeu poinçon-matrice de seulement 3 à 5 % par côté, ce qui réduit considérablement la formation de bavures mais nécessite des poinçons en carbure pour éviter l'usure. Deuxièmement, l’entretien des outils affûtés : nous suivons le nombre de coups de poinçon et remplaçons ou réaffûtons les poinçons tous les 500 000 à 2 000 000 de coups en fonction de l’abrasivité du matériau. Troisièmement, l'ébavurage secondaire pour les petites pièces d'emboutissage critiques : nous proposons un culbutage vibrant avec un support en céramique ou en plastique, qui produit un rayon de bord uniforme de 0,01 à 0,03 mm et élimine les bavures jusqu'à une hauteur ≤ 0,01 mm. Pour les pièces qui ne peuvent tolérer aucune bavure détectable (par exemple, les lames médicales ou les contacts électriques qui ne doivent pas rayer les surfaces de contact), nous proposons l'électropolissage (pour l'acier inoxydable) ou le sablage micro-abrasif. Spécifiez votre hauteur de bavure maximale autorisée sur le dessin et Nuote Metals sélectionnera le processus approprié.
Q3 : Quel est le délai de livraison typique pour l’outillage et les premiers échantillons de petites pièces d’emboutissage ?
R : Délais de livraison pourestampage de petites piècesdépendent de la complexité de la pièce et de la construction de la matrice. Pour les pièces plates simples (rondelles, clips, bornes) pouvant utiliser des matrices à plusieurs rangées avec 2 à 4 stations, Nuote Metals livre généralement les premiers échantillons dans les 15 à 20 jours ouvrables après l'approbation du dessin. Pour l'emboutissage complexe de petites pièces comportant de multiples courbures, des caractéristiques de frappe et de perçage nécessitant des matrices progressives avec 8 à 15 stations, le délai de livraison de l'outillage varie de 25 à 35 jours ouvrables. Nous offrons un service accéléré (frais d'outillage supplémentaires de 30 %) qui réduit le délai de livraison de 7 à 10 jours. Après l'approbation de l'outillage, nous fournissons 20 échantillons gratuits pour inspection par le client. Le délai de production pour l'estampage de petites pièces est généralement de 10 à 15 jours ouvrables pour des commandes allant jusqu'à 500 000 pièces, en supposant que le placage ou les opérations secondaires sont standard. Contactez Nuote Metals avec le dessin de votre pièce pour un calendrier spécifique.
Q4 : Comment les petites pièces d'estampage sont-elles emballées pour éviter toute perte ou tout dommage pendant l'expédition ? Pouvez-vous fournir des bandes et des bobines pour un assemblage automatisé ?
R : Oui, Nuote Metals propose plusieurs options d’emballage pourpièces d'estampage. Pour un assemblage manuel ou une utilisation en faible volume, nous fournissons des sacs en polyéthylène antistatiques avec des fermetures thermoscellées et un déshydratant, généralement emballés en 1 000 à 10 000 pièces par sac (en fonction de la taille des pièces). Pour l'assemblage automatisé par prélèvement et placement, nous proposons un emballage en ruban et en bobine conformément aux normes EIA-481, disponible pour des pièces aussi petites que 1,0 mm x 1,0 mm. Notre service de rubans et bobines comprend du ruban support antistatique, du ruban de couverture avec force de pelage contrôlée et des bobines en plastique de 7 pouces ou 13 pouces de diamètre. Pour les petites pièces d'emboutissage très petites ou délicates, nous proposons également des plateaux à gaufres (norme JEDEC) avec poches individuelles pour éviter que les pièces ne se touchent. Pour les commandes volumineuses, nous pouvons fournir des emballages en vrac avec comptage et étiquetage automatisés. Spécifiez votre méthode d'emballage préférée au moment du devis : il n'y a généralement pas de frais supplémentaires pour le ruban et la bobine pour les commandes supérieures à 50 000 pièces.
Pourquoi s'associer à Nuote Metals pour l'emboutissage de pièces ?
Produirepièces d'estampageà grande échelle nécessite une expertise spécialisée que les ateliers d’estampage généraux ne peuvent pas fournir. Nuote Métaux propose :
Vitesses de presse jusqu'à 1 200 SPM – Optimisées pour les pièces miniatures
Tolérances jusqu'à ±0,01 mm – Vérifiées par mesure visuelle
Matériaux aussi fins que 0,1 mm – De l’acier à ressort au cuivre-béryllium
Matrices multi-rangées – Jusqu'à 16 empreintes par course pour pièces plates
Inspection sur place et après timbre – tri visuel à 100 % disponible
Emballage en ruban et bobine – Prêt pour l'assemblage automatisé
Service de prototypage – Outillage logiciel pour la validation à faible volume
Commentaires DFM gratuits – Nous identifions les problèmes potentiels avant l'outillage
ContactMétaux Nuoteaujourd'hui pour soumettre votre dessin ou discuter de votreestampage de petites piècesexigences.
Balises actives: Estampage de petites pièces, usine de pièces d'estampage, Chine estampage de petites pièces
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.









X
Nous utilisons des cookies pour vous offrir une meilleure expérience de navigation, analyser le trafic du site et personnaliser le contenu. En utilisant ce site, vous acceptez notre utilisation des cookies.
politique de confidentialité