
Produits






Pièces en acier embouti
Besoin de pièces robustes en acier embouti ? Nuote Metals, une usine chinoise, propose des composants en acier embouti sur mesure pour la machinerie lourde et la construction. Notre estampage à fort tonnage garantit une épaisseur et une résistance aux chocs constantes. Résolvez les faiblesses structurelles avec des pièces en acier conçues pour la résistance. Fiez-vous à l’usine pour une durabilité durable.
envoyer une demande
Description du produit
Pour d’innombrables produits industriels et commerciaux, l’épine dorsale est l’acier.Pièces en acier emboutioffrent une combinaison inégalée de résistance mécanique, de disponibilité des matériaux et de rentabilité. Des supports d'équipement lourd aux cadres électroniques de précision, les composants en acier embouti dominent les applications où la fiabilité sous charge est essentielle.
Nuote Métauxproduit des pièces en acier embouti de haute qualité depuis plus d'une décennie. Nos presses traitent des aciers à faible teneur en carbone, à haute teneur en carbone et alliés dans des épaisseurs de 0,3 mm à 6,0 mm. Nous combinons la science des matériaux avec des processus d'emboutissage efficaces pour fournir des composants qui répondent à des normes de performance rigoureuses sans coûts inutiles.

Que sont les pièces en acier embouti ?
Pièces en acier emboutisont des composants métalliques formés en alimentant une bobine ou une tôle d'acier dans une presse à emboutir équipée de matrices personnalisées. La presse effectue des opérations telles que le découpage, le perçage, le pliage, l'étirage ou le gaufrage pour créer la forme finale.
Le terme « pièces en acier embouti » fait généralement référence à des composants en acier au carbone ou en acier faiblement allié, distincts de l'acier inoxydable, de l'aluminium ou du laiton. Les nuances d'acier courantes comprennent :
Acier à faible teneur en carbone (SPCC, SPCD, Q195, 1008) – Excellente formabilité, économique
Acier au carbone moyen (S45C, 1045) – Résistance supérieure, résistance à l'usure
Acier à haute teneur en carbone (SK5, 1080) – Trempe ressort, dureté
Acier allié (SPRING STEEL, 51CrV4) – Haute résistance à la fatigue pour les charges dynamiques
Nuote Métauxsélectionne la nuance d'acier optimale pour chaque application, en équilibrant les exigences de formabilité, de résistance, de coût et de finition de surface.
Regardez la vidéo pour en savoir plus sur notre atelier d'estampage
Pourquoi choisir l'acier pour les composants emboutis ?
L’acier reste le matériau le plus embouti et pour cause.Nuote Métauxmet en évidence ces avantages des pièces en acier embouti :
Rapport résistance/coût élevé : l'acier offre une plus grande résistance que l'aluminium ou le laiton à un coût de matériau inférieur
Propriétés magnétiques – Essentielles pour les capteurs, relais et assemblages électromagnétiques
Soudabilité – Les pièces en acier acceptent facilement le soudage par points, par projection ou au laser
Compatibilité des placages – Le zinc, le nickel, l'étain et d'autres placages adhèrent bien à l'acier
Disponibilité – Les bobines d'acier sont disponibles dans le monde entier avec des délais de livraison courts
Spécifications techniques des pièces en acier embouti Nuote Métaux
Options de matériaux pour les pièces en acier embouti
| Grade | Taper | Résistance à la traction (MPa) | Limite d'élasticité (MPa) | Dureté typique | Meilleures applications |
|---|---|---|---|---|---|
| SPCC / Q195 | Faible teneur en carbone, qualité commerciale | 270 – 350 | 180 – 240 | HRB 45-60 | Supports généraux, boîtiers, pièces de châssis |
| SPCD/1008 | Faible teneur en carbone, qualité d'étirage | 280 – 370 | 190 – 250 | HRB 50-65 | Coupes étirées, formes complexes |
| SPCE/1010 | Faible teneur en carbone, qualité d'emboutissage profond | 300 – 390 | 210 – 260 | HRB 55-70 | Boîtiers emboutis, réservoirs de carburant automobile |
| S45C/1045 | Carbone moyen | 570 – 700 | 350 – 450 | HRB 85-95 | Engrenages (ébauches embouties), arbres, plaques d'usure |
| SK5/1080 | Haute teneur en carbone (acier à ressort) | 800 – 1 100 (durci) | 500 – 800 | HRC 40-55 | Clips, ressorts, circlips, lames de scie |
| 51CrV4 | Acier à ressort allié | 1 200 – 1 500 | 1 000 – 1 300 | HRC 45-52 | Ressorts à lames à cycle élevé, disques d'embrayage |
Capacités dimensionnelles pour les pièces en acier embouti
Nuote Métauxproduitpièces en acier emboutidans une large gamme de tailles et de tolérances.
| Paramètre | Capacité standard | Capacité de précision (sur demande) |
|---|---|---|
| Épaisseur du matériau | 0,3 mm – 6,0 mm | 0,2 mm – 8,0 mm (qualités limitées) |
| Dimension maximale de la pièce (matrice progressive) | 300 mm x 300 mm | 400 mm x 400 mm |
| Dimension maximale de la pièce (matrice de transfert) | 500 mm x 600 mm | 600 mm x 800 mm |
| Tolérances (découpage/perçage) | ±0,10 mm | ±0,05mm |
| Tolérances (angles de courbure) | ±1° | ±0,5° |
| Diamètre minimum du trou (perçage) | 1,0 x épaisseur du matériau | 0,8 x épaisseur du matériau |
| Hauteur de bavure (standard) | ≤0,10 mm | ≤0,05 mm |
Processus d'emboutissage pour pièces en acier embouti
Nuote Métauxsélectionne la méthode d'emboutissage appropriée en fonction de la géométrie et du volume de la pièce.
| Processus | Épaisseur typique de l'acier | Plage de volumes annuels | Avantages |
|---|---|---|---|
| Estampage composé | 0,5 à 6,0 mm | 5 000 – 100 000 | Faible coût d’outillage, pièces plates simples |
| Estampage progressif | 0,3 à 4,0 mm | 100 000 – 10 millions+ | Pièces multipostes complexes et à grande vitesse |
| Estampage par transfert | 1,0 – 6,0 mm | 50 000 – 500 000 | Grandes pièces, emboutissages profonds |
| Suppression fine | 1,0 – 12,0 mm | 50 000 – 500 000 | Bords de cisaillement sans bavures, planéité serrée |
Finitions de surface disponibles
La plupartpièces en acier emboutirecevoir des traitements post-estampage pour prévenir la corrosion ou améliorer l’apparence.
| Finition | Description | Épaisseur | Résistance à la corrosion (brouillard salin) |
|---|---|---|---|
| Zingage (transparent/bleu/jaune) | Zinc électrolytique avec passivation | 5 – 12 µm | 48 – 120 heures |
| Alliage zinc-nickel | Protection supérieure contre la corrosion | 8 – 15 µm | 200 – 500 heures |
| Galvanisation à chaud | Revêtement de zinc épais, finition mate | 40 – 80 µm | 500 à 1 000 heures |
| Oxyde noir | Revêtement de conversion, anti-éblouissant | 0,5 – 1,5 µm | 24 à 72 heures (nécessite de l'huile) |
| Revêtement en poudre | Revêtement polymère coloré | 60 – 120 µm | 500+ heures (selon la qualité) |
| E-coat / électrodéposition | Trempage époxy cathodique | 15 – 25 µm | 300 – 600 heures |
| Phosphate (manganèse/zinc) | Revêtement de conversion pour base de peinture ou lubrification | 2 – 10 µm | Faible (nécessite une couche de finition) |
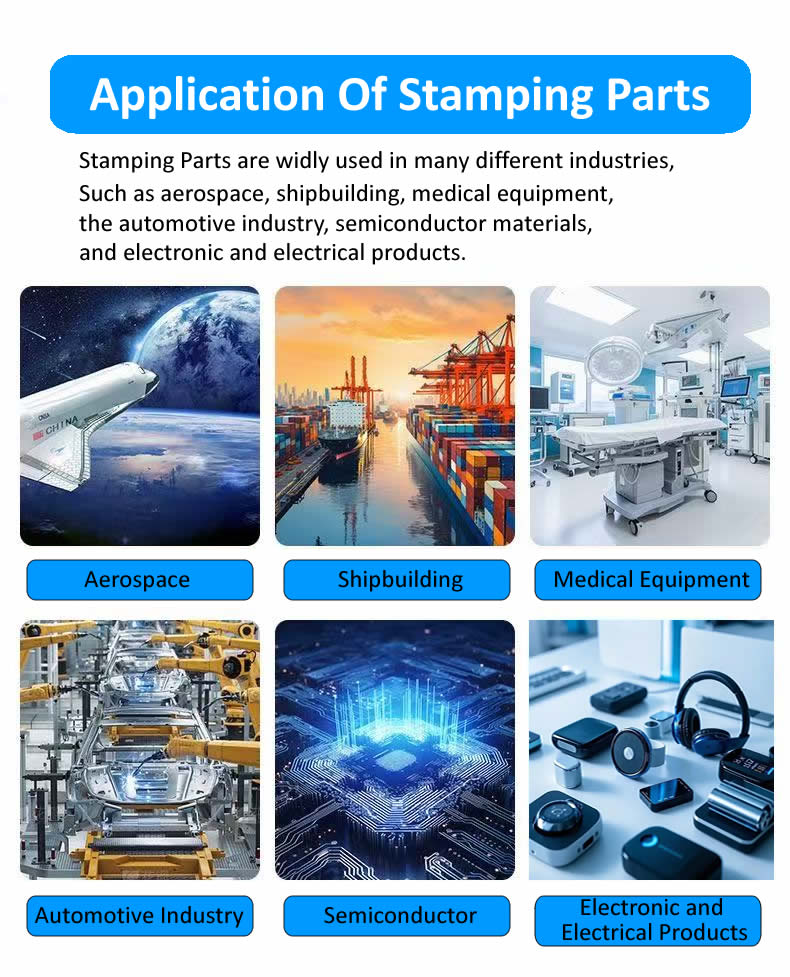
Applications des pièces en acier embouti
Nuote Métauxfournit des pièces en acier embouti dans presque toutes les industries. Vous trouverez ci-dessous des exemples représentatifs par secteur.
Barre omnibus de batterie de véhicule électrique (acier à faible teneur en carbone, 2,0 mm d'épaisseur)
Un fabricant de batteries pour véhicules électriques avait besoin d’une série de jeux de barres pour connecter les cellules individuelles. Les exigences étaient exigeantes : une planéité de 0,1 mm sur une longueur de 150 mm, plusieurs trous découpés avec précision pour les bornes des cellules et un placage zinc-nickel pour la résistance à la corrosion. Le volume annuel était de 80 000 jeux – trop élevé pour la CNC, trop complexe pour une simple matrice.
Nuote Métauxa conçu une matrice progressive avec huit stations : perçage, rainurage, frappe pour la planéité et coupure finale. Les pièces en acier embouti sortaient de la presse à 60 coups par minute, chacune avec une planéité de 0,08 mm et des positions de trous à ± 0,05 mm. Après le placage, les jeux de barres ont passé 500 heures de tests au brouillard salin. Le client a réduit le coût des composants de 62 % par rapport au cuivre usiné et a éliminé deux opérations secondaires. Après trois années de production, la filière a produit plus de 1,2 million de jeux de barres sans aucune défaillance sur le terrain.
Ce cas montre ce que les pièces en acier embouti peuvent réaliser lorsque l'outillage et le processus sont adaptés à l'application, et pas seulement au volume.
Assurance qualité pour les pièces en acier embouti – EEAT en pratique
Nuote Métauxsuit un système de qualité complet adapté aux caractéristiques de l’acier embouti.
Expérience avec les nuances d'acier
Nos métallurgistes et ingénieurs en outillage ont plus de 10 ans d’expérience dans l’emboutissage des aciers au carbone et alliés. Nous comprenons :
Comportement au retour élastique – La récupération élastique de l’acier varie en fonction de la teneur en carbone ; nous compensons dans la conception des matrices
Formation de bavures – L'acier à faible teneur en carbone plus doux produit des bavures plus grosses que l'acier dur ; nous ajustons les dégagements en conséquence
Génération de chaleur – L’emboutissage épais de l’acier génère une chaleur importante ; nous utilisons des lubrifiants et contrôlons la vitesse de la presse
Expertise en traitement post-emboutissage
Pièces en acier emboutinécessitent une protection contre la corrosion pour la plupart des applications. Nuote Metals exploite en interne le placage de zinc et s'associe à des revêtements certifiés pour le revêtement en poudre et le revêtement électronique. Nous fournissons :
Mesure de l'épaisseur du revêtement – Fluorescence des rayons X (XRF) pour le placage
Test d'adhérence – Test de bande hachurée selon ASTM D3359
Essais au brouillard salin – ASTM B117 pour la validation de la résistance à la corrosion
Autorité à travers les normes
Notrepièces en acier emboutise conformer à:
ISO 9001 : 2015 – Système de gestion de la qualité
IATF 16949 – Qualité automobile (disponible sur demande pour les projets automobiles)
ASTM A109 – Norme pour les bandes d'acier au carbone laminées à froid
RoHS – Pour les pièces plaquées (sans chrome hexavalent si spécifié)

Faites confiance grâce à la documentation
Chaque expédition de pièces en acier embouti de Nuote Metals comprend :
Rapport d'essai de matériaux (MTR) – Certificat d'usine avec propriétés chimiques et mécaniques
Journal d'inspection dimensionnelle – Mesures clés avec statut réussite/échec
Certificat de revêtement (si plaqué ou enduit) – Épaisseur, type, numéro de lot
Inspection premier article (FAI) – Rapport dimensionnel complet pour les nouveaux outils
Considérations de conception pour les pièces en acier embouti
Pour aider les clients à optimiser leurs conceptions en termes de fabricabilité, Nuote Metals propose ces lignes directrices.
Rayons de courbure minimum
| Épaisseur du matériau | Acier à faible teneur en carbone (SPCC) | Acier à ressorts à haute teneur en carbone (SK5) |
|---|---|---|
| 0,5 mm | 0,5 mm (1xT) | 1,0 mm (2xT) |
| 1,0 mm | 1,0 mm (1xT) | 2,0 mm (2xT) |
| 2,0 mm | 2,0 mm (1xT) | 4,0 mm (2xT) |
| 3,0 mm | 3,0 mm (1xT) | 6,0 mm (2xT) |
| 4,0 mm | 5,0 mm (1,25xT) | Non recommandé |
Taille minimale du trou
Trous de perçage en acier à faible teneur en carbone : Diamètre ≥ épaisseur du matériau
Trous de perçage en acier à haute teneur en carbone ou allié : Diamètre ≥ 1,2 x épaisseur du matériau
Distance du bord (trou au bord) : ≥ 1,5 x épaisseur du matériau (pour éviter le renflement)
Tolérances pour les fonctions courbées
| Fonctionnalité | Tolérance standard | Précision (avec frappe) |
|---|---|---|
| Angle de courbure (courbure à l'air) | ±1,5° | ±0,75° |
| Angle de courbure (frappe) | ±0,5° | ±0,25° |
| Hauteur de forme (fossettes, décalages) | ±0,15 mm | ±0,08 mm |
| Longueur de bride | ±0,20 mm | ±0,10 mm |
Foire aux questions sur les pièces en acier embouti
Vous trouverez ci-dessous les demandes techniques les plus courantes reçues par Nuote Metals concernantpièces en acier embouti.
Q1 : Quelle est la différence entre les pièces en acier embouti à faible teneur en carbone et à haute teneur en carbone ? Comment choisir ?
R : La teneur en carbone détermine la résistance, la dureté et la formabilité. Les pièces en acier embouti à faible teneur en carbone (SPCC, 1008, 1010) contiennent moins de 0,15 % de carbone. Ils sont souples, ductiles et faciles à estamper dans des formes complexes, notamment des emboutissages profonds et des courbures serrées. Cependant, ils ont une résistance relativement faible (traction 270-400 MPa) et ne peuvent pas être traités thermiquement pour une dureté plus élevée. Les pièces en acier estampé à haute teneur en carbone (SK5, 1080) contiennent 0,75 à 1,0 % de carbone. Ils sont beaucoup plus résistants (traction 800-1 100 MPa après durcissement) et peuvent être traités thermiquement jusqu'à HRC 50-60. Cependant, ils sont moins formables (rayon de courbure minimum 2xT ou plus) et nécessitent des presses plus lourdes. Nuote Metals recommande l'acier à faible teneur en carbone pour les supports, les boîtiers, les châssis et les boîtiers étirés. Nous recommandons l'acier à haute teneur en carbone pour les ressorts, les clips, les dispositifs de retenue et les pièces résistantes à l'usure. Pour les applications nécessitant une résistance entre ces extrêmes, l'acier au carbone moyen (1045) offre un équilibre.
Q2 : Comment Nuote Metals prévient-il la rouille sur les pièces en acier embouti avant qu'elles ne soient assemblées ou revêtues par le client ?
R : L’acier rouille rapidement lorsqu’il est exposé à l’humidité. Nuote Metals prend plusieurs mesures pour protégerpièces en acier emboutipendant le stockage et le transport. Premièrement, pour les pièces qui seront plaquées ou revêtues par nos soins, nous les traitons dans les 24 à 48 heures suivant l'emboutissage afin de minimiser l'oxydation. Deuxièmement, pour les pièces expédiées dans l'état « tel qu'estampillé » (non revêtues), nous appliquons une huile antirouille (légère, amovible avec un nettoyant alcalin) et les emballons dans des sacs anti-humidité avec un déshydratant. Troisièmement, nous proposons un revêtement de phosphate temporaire (phosphate de manganèse ou de zinc) qui offre 1 à 3 mois de protection contre la rouille en intérieur et améliore également l'adhérence de la peinture pour les clients qui peindront plus tard. Pour le stockage à long terme ou l'expédition internationale, nous recommandons aux clients de spécifier un revêtement protecteur (zingage ou e-coat) dans le cadre de la commande. Si vous recevez des pièces en acier embouti présentant une légère rouille superficielle, celle-ci peut généralement être éliminée avec un abrasif doux ou un décapant acide. Mais pour les applications critiques, spécifiez un plan de prévention de la corrosion avec Nuote Metals au stade du devis.
Q3 : Quelle est l’épaisseur maximale des pièces en acier embouti que Nuote Metals peut produire ? Les pièces plus épaisses nécessitent-elles un outillage spécial ?
R : Nuote Metals peut estamper de l'acier jusqu'à 8,0 mm d'épaisseur pour des opérations de découpage simples et jusqu'à 6,0 mm pour les pièces nécessitant un pliage ou un formage. Cependant, les pièces en acier embouti épaisses (supérieures à 4,0 mm) nécessitent des considérations particulières. Premièrement, le tonnage de la presse augmente considérablement : une pièce en acier de 6,0 mm d'épaisseur peut nécessiter 200 à 400 tonnes selon la taille du flan. Deuxièmement, les jeux des outils doivent être augmentés (généralement de 10 à 15 % par côté) pour éviter des bavures excessives et des bris d'outils. Troisièmement, l'acier épais a une récupération élastique minimale, donc la compensation du retour élastique est moins critique, mais la fissuration des bords devient un problème pour les trous proches des bords.Nuote Métauxa une capacité de presse allant jusqu'à 400 tonnes et maintient des stocks d'acier à outils adaptés à l'emboutissage de gros calibre. Pour les pièces d'une épaisseur supérieure à 6,0 mm, nous recommandons souvent la découpe laser ou la découpe plasma comme alternative à l'emboutissage, car les coûts d'outillage deviennent prohibitifs. Envoyez votre dessin en épaisseur à Nuote Metals pour une comparaison de faisabilité et de coût.
Q4 : Pouvez-vous estamper des pièces en acier embouti avec des trous filetés ou des inserts de quincaillerie ? Quelles opérations secondaires sont disponibles ?
R : Oui,Nuote Métauxpropose plusieurs méthodes pour ajouter des filetages aux pièces en acier embouti. Les plus courants sont le taraudage (coupe de filetage directement dans des trous perforés) et le formage de filetage (pour l'acier plus épais, déplacement de matériau pour créer des filetages sans copeaux). Nous disposons en interne de taraudeuses pour les trous de M2 à M12. Pour les applications nécessitant des filetages plus solides ou des fixations amovibles, nous pouvons installer des inserts (écrous ou goujons auto-serrants de type PEM) directement dans la matrice d'emboutissage à l'aide d'un équipement d'insertion automatisé. D'autres opérations secondaires pour les pièces en acier embouti comprennent le soudage par points (soudage par projection d'écrous ou de supports), le rivetage (assemblage de deux composants emboutis) et le traitement thermique (pour les pièces à haute teneur en carbone nécessitant un revenu de ressort). Spécifiez toutes les opérations secondaires sur votre dessin et Nuote Metals les intégrera dans le flux du processus, souvent dans la même matrice progressive pour réduire les coûts de manutention.

Pourquoi s'associer à Nuote Metals pour les pièces en acier embouti ?
La sélection du bon partenaire d'emboutissage garantit une qualité constante, des prix compétitifs et une livraison fiable de vos composants en acier. Nuote Métaux propose :
- Large sélection d'aciers – Nuances à faible, moyen, haut carbone et alliages en stock
- Plage d'épaisseur – 0,3 mm à 6,0 mm (8,0 mm pour le découpage)
- Placage en interne – Lignes de zinc, zinc-nickel et oxyde noir
- Taraudage et insertion du matériel – Opérations secondaires sur site
- Volumes de 1 000 à 10 000 000+ – Du prototypage à la production de masse
- Analyse DFM gratuite – Nous optimisons votre conception pour l'emboutissage avant l'outillage
- Échantillons de pièces – 20 pièces gratuites provenant de l’outillage de production
- Expédition mondiale – Aérienne ou maritime vers l’Amérique du Nord, l’Europe, l’Asie et au-delà
ContactNuote Métauxaujourd'hui pour télécharger votre dessin ou discuter de votrepièces en acier emboutiexigences du projet.
Balises actives: Pièces en acier estampé, pièces en acier estampé en Chine, fabricant de pièces estampées
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.









X
Nous utilisons des cookies pour vous offrir une meilleure expérience de navigation, analyser le trafic du site et personnaliser le contenu. En utilisant ce site, vous acceptez notre utilisation des cookies.
politique de confidentialité